Прессы револьверные для силикатного кирпича
Прессы револьверные для силикатного кирпича



Виды прессов
Существуют различные устройства для изготовления кирпича из глины:
- Револьверное оборудование для прессования кирпича. Он предназначен для полусухого метода. Позволяет пропустить фазу сушки и сразу приступать к обработке огнем. Для этого засыпают в пресс-формы специальный керамический порошок. Существует два пути получения такой смеси: Шликерный. Когда используют высокое давление и кипяченую воду для дробления глины.
- Помольно-сушильный. Трудоемкий процесс, включает в себя перемалывание, дробление и сушение глины.
- Шнековый пресс для производства кирпича. Автоматизированное приспособление для перемешивания, увлажнения материала и придания формы продукта. Изготовляет брикеты полнотелые или пустотелые. Существует вакуумный и безвакуумный. При работе с первым следует серьезно отнестись к подготовке и чистке материала перед процессом.
- Пресс для гиперпрессования кирпича. Изготовление стройматериала происходит автоматически, обязательно под внимательным присмотром специалиста. Материал состоит из отходов после работ на карьерах и примесей: щебня, цемента, жидкого стекла. Смесь проходит очистку от больших камней. Если необходимо получить хороший лицевой кирпич, то следует наблюдать за давлением пресса и высотой сырца. Для увеличения прочности изделие помещается в специальную камеру, где происходит пропаривание в течение 10 часов. Так кирпич укрепляется.
- Вибропресс для производства кирпичей. В процессе используются жесткие бетонные смеси. На них действуют одновременно давление и вибрация. Результатом являются высококачественные, морозостойкие и прочные изделия. Таким способом делают как плитку для тротуара, так и декоративный кирпич.
Магазинные варианты

Для изготовления гиперпрессованного кирпича можно купить и готовые варианты оборудования:
- Производитель Lego Brick пресс: «Легион-260»;
- «Легион-80»;
- «Легион-60»;
- «Легион-40»;
- «Легион-20».
- Гиперпресс ГП-2000ПА.
- Заводы TITAN HYPERPRESS:
-
TITAN 80S3;

- TITAN 80S2;
- TITAN 80S3/S2;
- TITAN 80L;
- TITAN 80D.
Пресс своими руками
На сегодняшний день кирпич — один из самых востребованных материалов в строительстве. Возможно, именно с этим фактом связана его немалая стоимость. Поэтому не каждый может позволить себе приобрести кирпич для строительства или облицовки. Но существует выход для желающих начать строительство, однако не располагающих для этого достаточным количеством свободных средств!
Есть два варианта экономии на производстве кирпича. Первый вариант предполагает покупку оборудования. Если же хочется еще больше сэкономить, то самодельный пресс для изготовления кирпича в домашних условиях будет в самый раз. Для того чтобы его изготовить, необходимо вооружиться терпением, достаточным количество средств для приобретения материала и чертежами изготовления.
Основными узлами пресса являются:
- Бункер
- Выдвижной ящик
- Станина
- Пресс — форма
- Рычаг
На станине располагается бункер с прикрепленным снизу выдвижным ящиком. Под станиной установлена пресс-форма, представляющая собой соединение цилиндра и поршня. К пресс-форме прикреплен подвижный рычаг. В бункер засыпается смесь из глины (если кирпич керамический), которая дозируется в выдвижной ящик.
Из выдвижного ящика сырье, в необходимом количестве для одного кирпича, поступает в пресс форму, заполняя цилиндр. После этого, в действие приводится поршень с помощью рычага. Под давлением поршня, глиняная смесь прессуется в цилиндре, принимая форму кирпича. После формования кирпич извлекается из пресс-формы.
Для того чтобы сэкономить на данном строительном материале, можно сделать пресс для изготовления кирпича своими руками. Процесс прессовки достаточно сложен, поэтому и к изготовлению оборудования необходимо подходить ответственно.
Популярные публикации:
Как сделать гидравлический пресс дома?
Материалы
Так как стоимость прессованного кирпича высокая, его можно производить самостоятельно. В этом помогут ручные установки. Для изготовления понадобится:
- металлические листы;
- станок для сверления;
- электроды;
- сварочное оборудование;
- шлифмашина.
Сначала необходимо сделать соответствующие чертежи и замеры, вырезать детали. С помощью электрода нужного размера и тока нужно сварить основные части. При этом обязательно учитывать толщину листа, для каждой детали она разная. Части, которые должны двигаться, собирать согласно чертежа либо плана. Надо не забывать о соответствии деталей друг к другу и к нагрузке, которая будет осуществляться.
При работе с прессом нужно помнить о правилах безопасности, их несоблюдение может привести к травмам или поломкам оборудования.
Технология устройства
Самодельный пресс не предназначен для автоматизированного процесса и требует ручной работы. Такое устройство состоит из четырех частей. Основание держит станок, не позволяя шататься и двигаться во время работы. Желательно, чтобы он был тяжелый для лучшей устойчивости и сцепления. Форма изготовляется из листов стали 8 мм. Она должна быть прочно сварена для выдерживания сильной нагрузки. Это позволит сделать качественней и прочный брикет без поломок устройства. Часть для засыпки материала обязана соответствовать емкости, в которой формируют кирпич. Обычно она сделана из тонкого листа металла (2 мм) и имеет форму усеченного конуса или пирамиды. Сам пресс в основе имеет два сваренных толстых листа, имеющих толщину до 20 мм. Он подвергается сильной нагрузке и несет основную функцию в производстве кирпича.
Как выбрать пресс для покупки
На выбор оборудования оказывает влияние рад технических моментов. Это и объем продукции, и какой кирпич будет производиться. Необходимо учитывать, будет этот пресс новый или б/у, отечественный или импортный. Каждый из этих параметров влияет на то, какой будет цена пресса для кирпича.
Ответ на вопрос, какой купить пресс для кирпича, позволит прояснить ценовую категорию продукции. Если пресс необходим для домашних нужд, его покупка или изготовление не повлечет больших расходов. Хотя об этом можно говорить только в сравнении. Приобретение оборудования для производства больших объемов , будет исчисляться не одной сотней тысяч рублей.
Читать также: Телевизионная антенна своими руками для дачи
ПАТЕНТ НА ИЗОБРЕТЕНИЕ.
ОПИСАНИЕ револьверного кирпичного пресса.
K патенту И. A. Рубцова, заявленному 15 ноября 1929 года (ваяв. свид. № 58399), 9 выдаче патента опубликовано 31 мая 1931 года. Действие патента распространяется на 15 лет от 31 мая 1931 года.
Изобретение касается револьверных кирпичных прессов со штемпелем, снабженных подающим материал шнеком., В предлагаемом прессе для периодиче- ского поворачивания барабана несущего формы применен крюк с противовесом, подвешенный к штемпелю и зацепляю- щиися за вырезы в барабане; с целью же удержания барабана в период прессования в неподвижном положении предназначен прикрепленный к тому же штемпелю палец, входящий в каналы барабана, На чертеже фиг. 1 изображает вид пресса сбоку; фиг, 2 — вид его сзади; фиг. 3 — вид его сверху; фиг. 4 — вид штемпеля сбоку с направляющим пальцем; фиг. 5 — вид его сверху; фиг. б— вид его спереди; фиг. 7 — поперечный разрез барабана; фиг. 8 — вид его сбоку.
Пресс (фиг. 1 и 2) имеет шкив 2, маховое колесо 1 и зубчатку 7, закрепленные на одном валу. При вращении шкива зубчатка 7 вращает зубчатку 3, на валу которои имеется кривошип 4, 1 сцепленный с шатуном 5. К последнему подвешен штемпель б, вставленный плотно в коробку 8, в которую поступает масса через камеру 28, при посредстве шнека 12, проходящего в цилиндре 9.
К штемпелю подвешен крюк 23 и при- креплен палец 17. 1
Барабан 19 снабжен четырьмя фор- мами с каналами 18, в которые входит предназначенный для удержания барабана в неподвижном положении во время прессования и прикрепленный к штемпелю б палец 17. Для выхода излишней глины в тот же период в формах барабана имеются отверстия 20. Кроме того, барабан снабжен четырьмя площадками 24, скрепленными ножками 25. Барабан насажен на вал 13 (фиг. 1), на концах которого имеются зубчатки 11 и 14, из которых первая сцепляется с зубчаткой 10, а вторая приводит в движение конвейер, состоящий из цепи Галля 27 с площадками 26 (фиг, 2).
При вращении кривошипа штемпель опускается, одновременно обрезает массу и закрывает окно камеры, через которое поступает масса в коробку, а палец 17 запирает формовой барабан 19; штемпель производит давление на массу, поступающую в форму, и прессует кирпич; в то же время крюк 23 опускается до захвата барабана за один из вырезов 23 в (фиг. 7) и, по выходе пальца 17 из канала 18, поворачивает барабан.
РЕвольверный кирпичный пресс со штемпелем, сочлененным с шатуном кривошипа рабочего вала, снабженный подающим материал шнеком, характери- подвешенный к штемпелю б, а для удер.зующийся тем, что для периодическо- жания барабана неподвижным во время то поворачивания барабана, несущего прессования предназначен прикрепленформы, применен зацепляющий за выре- ный к штемпелю б палец 17, входящий .зы 23в барабана крюк с противовесом, в каналы 18 барабана.
Пресс для производства силикатного кирпича
Главный узел наших заводов силикатного кирпича — прессы серии WKP
Главным узлом наших заводов силикатного кирпича являются прессы серии WKP. Мы разработали их с целью обеспечения высочайшего качества производимого нашими клиентами силикатного кирпича.
Прессы гидравлические, литые с анкерными связями. Такая конструкция обеспечивает их стабильность и гарантирует долговечность и высокое качество продукции. Их конструкция и электронный блок управления соответствуют самым высоким техническим стандартам. Прессы WKP позволяют наладить современное производство расширенного ассортимента силикатного кирпича. Так, с помощью прессов WKP Вы можете производить полнотелый и пустотелый силикатный кирпич, цветной кирпич и силикатные блоки с захватами. При этом, все изделия будут иметь четкую геометрию и равномерную прочность по всей поверхности благодаря автоматизированному и точному процессу загрузки. Это является решающим фактором для равномерной прочности кирпича благодаря постоянному давлению при каждом ходе плунжера.Особая конструкция наших прессов существенно облегчает их обслуживание. Прессы серии WKP — это долговечность, разнообразие продукции и всегда высококачественный силикатный кирпич
Одно из разработанных нами решений позволяет повысить эффективность Вашего производства: образующаяся на участке прессования просыпь может быть вновь использована в качестве сырья. По ленточному транспортеру просыпь возвращается в смеситель.
Краткий обзор прессов серии WKP:
WKP 750 — впечатляющая мощность
WKP 750 — самый известный пресс для производства силикатного кирпича, производимый WKB Systems. Его производительность впечатляет: до 10000 кирпичей в час при максимальной силе прессования в 750 тонн. При этом, пресс не занимает много места, что позволяет легко интегрировать WKP 750 в существующую линию при модернизации производства и заменить оборудование с меньшей производительностью.
WKP 750 S: для особо крупного кирпича
WKP 750 S — пресс для производства крупного высококачественного силикатного кирпича, созданный на основе модели WKP 750. Главное отличие от WKP 750 — наличие торцового захвата.
WKP 750 DD: двойное прессование
Гидравлический пресс WKP 750 DD прессует массу сверху и снизу, что позволяет получать изделия с очень высокими показателями прочности, равномерно распределённой по всему телу кирпича. С помощью данного пресса вы можете производить силикатный кирпич высотой до 250 мм, малогабаритный облицовочный кирпич и заготовки с высокой прочностью для дальнейшей обработки на линии колки и рустирования.
WKP 600: небольшой, но мощный
WKP 600 — самый компактный пресс в линейке WKP. Он может производить до 5720 силикатных кирпичей в час.
Мы настроим любой пресс серии WKP под Ваши задачи. Требуются некоторые модификации? Наши специалисты предложат индивидуальные проекты прессов, которые подойдут именно Вам.
Мощный пресс для производства кирпича
ПРЕССЫ
Наиболее значимыми и высокотехнологичными машинами, выпускаемыми компанией Инвест-Технология являются гидравлические прессы серии VIKING , в которых реализованы самые передовые технологии, позволяющие прессам данной серии быть экономичными, надёжными, высокопроизводительными и точными и одновременно привлекательными по стоимости по сравнению с зарубежными аналогами.
Инновационная система засыпки силикатной массы в пресс-формы, оборудованная мощной и быстроходной мешалкой, системой вибраторов и футерованная тефлоном , позволяет вывести процесс заполнения пресс-форм на качественно новый недостижимый ранее уровень. Продуманная конструкция прессов сводит к минимуму трудозатраты и материальные затраты на их обслуживание.
Поскольку гидравлическая система пресса является наиболее существенной частью гидравлического пресса (наибольшая часть отказов и проблем прессов приходится именно на гидросистему), то на ее разработку и усовершенствование было направлено особое внимание.
В результате данной работы в гидравлической системе прессов серии VIKING были использованы технические решения, которые на сегодняшний день являются самыми передовыми в данной сфере. Гидравлическая система прессов серии VIKING обеспечивает экономию электроэнергии и одновременно устраняет проблемы с перегревом гидравлического масла.
Для надёжной и длительной работы гидросистемы прессов очень важно обеспечить чистоту масла.
Все прессы серии VIKING оснащаются замкнутой гидравлической системой для исключения попадания в масло загрязнений из наружного воздуха (см. рис.)
Схема Инвест-Технологии (замкнутая гидросистема) Традиционная схема
Традиционная гидросистема оснащается воздушным фильтром (сапуном) с тонкостью фильтрации 2 микрона и гидравлический бак вентилируется наружным воздухом. При этом каждую минуту через гидробак проходит около 1÷2 м³ наружного воздуха, и частицы загрязняющей абразивной пыли размером менее 2 микрон в больших количествах попадают в гидравлическое масло. Поскольку зазоры в насосах и клапанах имеют размер до 0,5÷1 мкм, то абразивные частицы размером менее 2-х микрон наносят им существенный вред.
Фильтры, которые используются в традиционной гидросистеме прессов имеют тонкость фильтрации 3 микрона (применение более тонких фильтров нецелесообразно, т.к. они будут очень быстро выходить из строя).
В прессах серии VIKING за счет использования замкнутой системы, применяются фильтры с тонкостью фильтрации 1 микрон, что обеспечивает очень качественную очистку масла. При этом , срок службы фильтров значительно продолжительней, чем в традиционной системе.
Сам по себе принцип прессования на гидравлических прессах обеспечивает выпуск значительно более качественной продукции, чем на механических револьверных прессах, но на прессах серии VIKING используются дополнительные улучшения, способствующие дополнительному повышению качества.
1. Для бережной выкладки кирпича из пресса на ленточный накопитель и с ленточного накопителя на вагонетку на всех прессах серии VIKING применяется принцип: для каждого кирпича свой персональный захват с персональным пневмоцилиндром . Это обеспечивает максимально деликатное обращение с кирпичом-сырцом.
2. На односторонних прессах применяется запатентованная система, которая перед прессованием устраняет зазоры между пресс-формой и контрштампом, и за счет этого грани на кирпиче получаются очень качественными.
3. Перед укладкой захваты автомата-укладчика автоматически определяют параметры слоя, на который необходимо укладывать следующий слой. Это особенно важно, когда поверхность вагонетки является плоской, но расположена не строго горизонтально. В этом случае, захват автомата-укладчика будет подстраиваться под такую вагонетку и бережно производить укладку кирпича-сырца.
Укладка кирпича-сырца на вагонетку
Производится по заданной с пульта управления пресса схеме укладки, при этом, количество кирпича в каждом слое можно плавно уменьшать (14,12,10,8,6,4), т.е. укладка выполняется без больших уступов (см. рис).
— Лёгкий доступ ко всем основным узлам пресса.
— Для периодической очистки загрузочной каретки она имеет возможность сдвигаться назад, где производится сброс массы в систему уборки просыпи , и где обеспечивается лёгкий доступ к каретке для её очистки.
— Быстрая установка и демонтаж инструмента при помощи самоходной тележки инструмента.
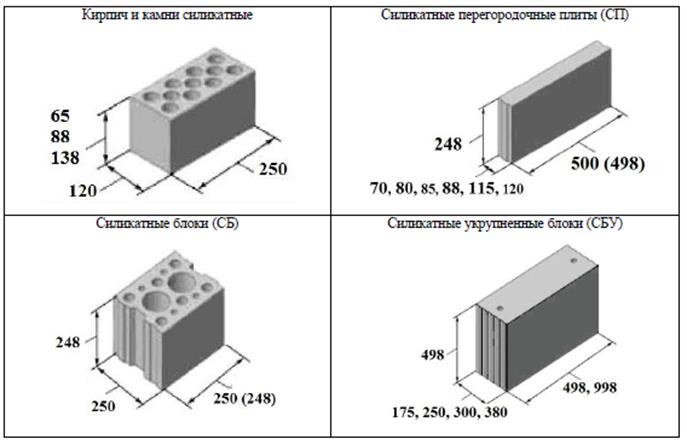
На прессах серии VIKING возможно изготавливать любые изделия, согласно ГОСТ 379-2015. Основные изделия, вызывающие наибольший интерес приведены в таблице (см. ниже). По желанию заказчика возможно изготовление прессующей оснастки для выпуска изделий, отличающихся от указанных в ГОСТ 379-2015.
Перечень изготавливаемых гидравлических прессов:
Односторонние прессы: VIKING SG-550, VIKING SG-650, VIKING SG-750,
Двухсторонние прессы: VIKING DG-550, VIKING DG-650, VIKING DG-750, VIKING DG-860, VIKING DG-1120
Copyright © 2007 «ИНВЕСТ-ТЕХНОЛОГИЯ»
Адрес: 454119 г. Челябинск, ул. Нахимова 20п Телефон/факс: (351) 730-84-24, телефоны 730-84-22, 730-84-21Пресс для изготовления кирпича
Пресс для изготовления кирпича
Пресс для изготовления кирпича – машина статического действия для обработки материала и придания ему нужной формы (формования). Основные рабочие части пресса – ползун, станина с направляющими для ползуна, стол, привод, механизм управления всеми устройствами пресса. Подвижная часть устроена следующим образом: инструмент крепится к ползуну, неподвижная часть – к столу. Формование происходит между подвижной и неподвижной частями. Основные параметры пресса – скорость движения ползуна, от которого зависит производительность, размеры стола, номинальное усилие. Кирпич был самым древним строительным материалом, изготовленным искусственно. В Древнем Египте, в Монхенджо-Даро в строительстве использован обожженный кирпич в III—II тысячелетии до н. э. Кирпич использовался в Месопотамии, Древнем Риме для строительства сложных декоративных конструкций, узорной кладки.
Применялся также глазурованный кирпич. Для этого лицевую сторону кирпича, изготовленного, как правило, из красножгущейся глины, покрывали глазурью. В Средние века кирпич широко применяли в строительстве и отделке зданий и в Азии, и в Европе; в Германии и Прибалтике в XIII—XVI вв. – это так называемая кирпичная готика, а в России в XVII в. – «узорочная» архитектура. Но до XIX в. сама технология производства кирпича была очень примитивной – ручной. Формование осуществлялось вручную, сушка – в печках-времянках, сделанных из необожженного, высушенного кирпича-сырца. И только с середины XIX в. с ростом промышленного производства было построено устройство для формования кирпича – ленточный пресс, и для обжига – кольцевая обжиговая печь. В конце XIX в. стали выпускать глинообрабатывающие машины, вальцы, сушилки. Технология изготовления кирпича стала механизированной. Дробление глины происходит в вальцах, перетирание – на бегунах, и после этого глиняное тесто направляется в ленточный вакуум-пресс, который непрерывно выделывает брус, он режется струнным устройством на отдельные кирпичи, они укладываются на специальные полки и дальше направляются в сушилку. Высушенный кирпич перегружается на печные вагонетки, поступающие в туннельные печи, где при температуре 900 °С обжигается. Готовый обожженный кирпич сортируется, складывается на специальные поддоны и направляется на склады. В наше время формование и производство кирпича во всех странах механизировано и автоматизировано. Это дает возможность изготовлять кирпич с различными свойствами и назначением: сплошной, дырчатый, щелевой, пустотелый, с повышенной теплоизоляцией, глиняный – лекальный. Кирпич – искусственный камень, в процессе обработки получивший свойства натурального камня: прочность, морозостойкость, водостойкость. Он имеет правильную форму и размеры 250 ? 120 ? 65 мм и 250 ? 120 ? 88 мм. Готовый кирпич подразделяется на марки. Сырье для изготовления кирпича – глина, суглинки, пески. Дальнейшее развитие и усовершенствование конструкции формовочных машин направлено на увеличение производительности и качества, создание и использование автоматических систем управления.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Во сколько раз теплопроводность серебра больше теплопроводности олова, теплопроводность олова больше теплопроводности кирпича, а теплопроводность кирпича больше теплопроводности воздуха?
Во сколько раз теплопроводность серебра больше теплопроводности олова, теплопроводность олова больше теплопроводности кирпича, а теплопроводность кирпича больше теплопроводности воздуха? Теплопроводность серебра равна 407 ватт на метр-кельвин, олова – 65 ватт на
СМЕРТЬ ОТ «КИРПИЧА»
СМЕРТЬ ОТ «КИРПИЧА» Увы, и на улице нет нам спасения, и здесь за каждым поворотом, на каждом перекрестке поджидает нас коварная, невидимая невооруженным глазом смерть. Минуем ли мы се — зависит только от нас. ! Совет первый: не ходите вблизи стен домов. Тысячи людей до вас,
Срок изготовления визы
Срок изготовления визы Как правило, документы на визы принимают в первой половине дня, а выдают паспорта с готовыми визами – во второй половине дня. Практически все туристические визы в консульствах «легковизовых» стран бывают готовы уже в день приема документов, а в
3. ПОДРЫВАНИЕ КИРПИЧА, КАМНЯ И БЕТОНА
3. ПОДРЫВАНИЕ КИРПИЧА, КАМНЯ И БЕТОНА Заряды для подрывания кирпича, камня, бетона и железобетона могут быть наружными или внутренними. Наружные заряды применяются при ускоренном подрывании объектов, но требуют большего расхода ВВ, чем внутренние заряды. Внутренние
Минеральные удобрения промышленного изготовления
Минеральные удобрения промышленного изготовления В настоящее время на рынок поставляются простые (односторонние) удобрения – азотные, фосфорные, калийные и другие – и комплексные удобрения, включающие несколько элементов.Азотные удобрения. Из числа азотных удобрений
Сооружение печи-каменки из кирпича
Сооружение печи-каменки из кирпича Устройство фундамента Во избежание оседания, наклона и растрескивания печи устраивайте фундамент для печи-каменки, придерживаясь следующих правил:— заглубляйте фундамент не менее чем на 70 см;— не связывайте фундамент печи с
По дороге из желтого кирпича
По дороге из желтого кирпича http://www.e-xecutive.ru/success/article_2855/Интервью с Анастасией Зотеевой, первым вице – президентом Финансовой корпорации «УралСиб» Биографическая справка: Анастасия Зотеева родилась в 1970 г. В 1992 г. окончила факультет вычислительной математики и
11. Отделка поверхностей расшивкой швов кладки из кирпича и камня
11. Отделка поверхностей расшивкой швов кладки из кирпича и камня Расшивка швов представляет собой отделку поверхности нештукатуреных стен. Швы расшивают на стенах, сложенных из обожженного и силикатного кирпича, а также из естественного камня. При работе на