

Ручной пресс (тиски) для выделки кирпича Советский патент 1924 года по МПК B28B3/02; B30B11/04
Ручной пресс (тиски) для выделки кирпича Советский патент 1924 года по МПК B28B3/02 B30B11/04
Описание патента на изобретение SU2138A1
Предлагаемый ручной пресс предназначается для изготовления кирпича куста зным способм.
На фиг. 1 пресс изображен в боковом виде, и на фиг. 2 — задний вид пресса.
Пресс состоит из основной рамы 1, в которой укреплены четыре стойки 2, скрепленные по верху рамой 3, образующей четырехугольное гнездо 17, облицованное по бокам железом 16. Сверху на гнездо накидывается крышка, 4, укрепленная шарнирно на. оси 18 и задерживаемая во время прессования откидной скобой 15 с роликом. Дно гнезда образует поршень 25 обитый по верхней плоскости также листовым железом. Поршень, расположенный в направляющих 23, передвигается при помоши шатуна 6, шарни рно сцепленного с двуплечим рычагом 5 вращающимся на оси 9. На головке рычага 5 укреплен ролик 10, упирающийся, при подеме рычага 5 из горизонтального положения, в пружинящую пластинку 26, при помощи которой поршень 25 поднимается до верхнего края гнезда 17. Для укрепления крышки 4 на время прессования применяется откидная скоба 15, представляющая из себя коленчатый рычаг 15-13, вращающийся на оси 14, шарнирно сцепленный при помощи болта с тягрй 21, снабженной на нижнем конце скобой 22, подхватывающей в нижнем положении рычаг 5. Верх скобы может быть снабжен роликом, нажимающим на край крышки 4. Крышка 4 у оси 18 снабжена пружинами 18а, откидывающими крышку вверх. Рычаг 20 служит для опускания поршня.
Работа прессом заключается в том, что рычаг 5 поднимают вверх (как показано на фиг. 1 пунктиром), вследствие чего поршень 25 опускается настолько, что его обитая железом поверхность расположится на уровне нижнего обреза гнезда 17, ъ это гнездо закладывается подготовленный материал для кирпича в уровень с верхним обрезом гнезда 17, поверх закидывается крышка 4 и закрепляется наложением на край крышки ролика накладки 15. Затем рычаг 5 опускается книзу и на него действуют как на педаль, вследствие чего поршень поднимается и спрессовывает в гнезде массу в виде сырца. В крайнем нижнем положении рычага 5 он надавливает на скобу 22 тяги 21, которая поворачивает коленчатый рычаг 75-13 около оси 14, при чем ролик скобы 15 соскакивает с края крышки 4, последняя подбрасывается Bseipx пружинами 18а, открывая сырец, после чего рычаг 5 приводят в первоначальное верхнее положение, при чем ролик 70, подхватывает изогнутую пластину 26 и поднимает поршень до уровня верхнего края гнезда 17, вследствие чего отпрессованный сырец выходит из гнезда 77 и может быть снят с пресса; дальнейший ход работы повторяется в том же порядке.
Ручной пресс (тиски) для выделки кирпича, с дном формы, поднимаемым действием связанного с педалью шатуна и прижимающим глину к крышке формы, удерживаемой на месте отки дной скобой, отличающийся тем, что для сдвигания скобы 75 с крышки 6 применена сочлененная со скобой 75 полоса 27 с загнутым нижним концом, в который упирается рычаг 5, в нижнем своем положении, для подема же дна формы на уровень ее краев при выталкивании сырца предназначена изогнутая пластина 26, подхватываемая роликом 70 при подеме рычага 5.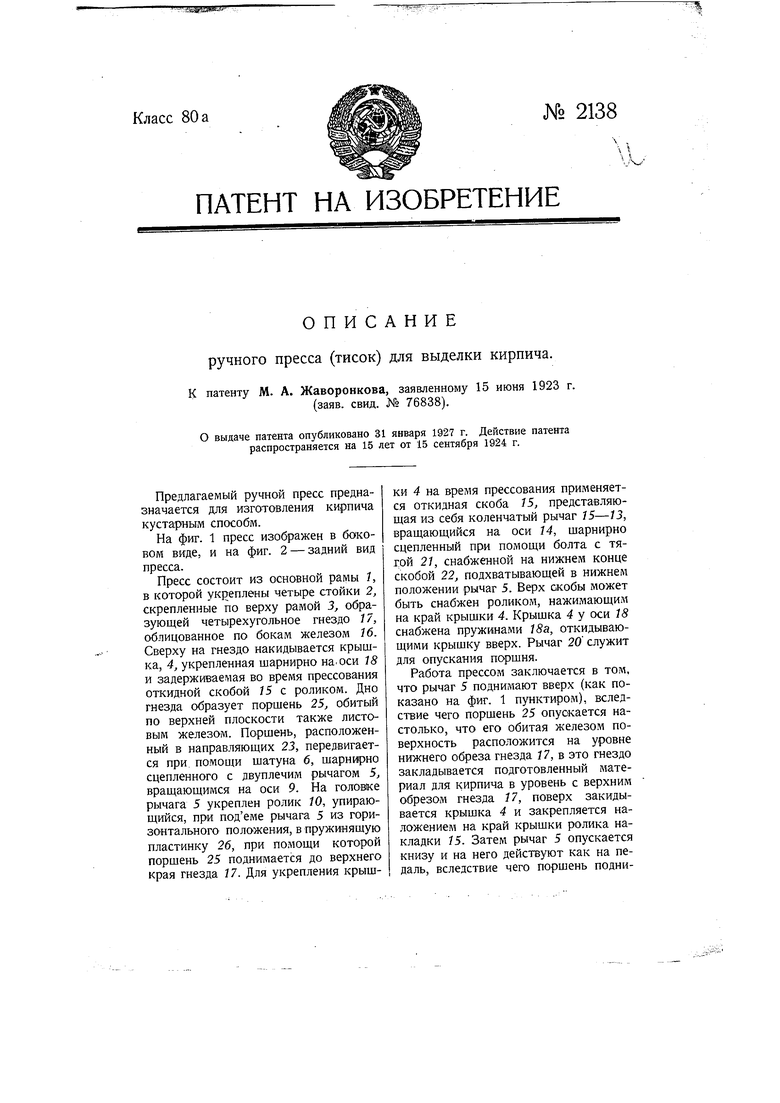
Ручной пресс для изготовления кирпича
Область использования: формование строительных изделий способом полусухого прессования. Сущность изобретения: пресс для изготовления кирпичей содержит загру- зочно-поворотное устройство, пресс-формы , станину, ручной подпрессующий механизм, выталкиватель, откидные опоры с колесным ходом, шарнирно закрепленные на станине, силовой механизм. 2 з.п.ф-лы, 3 ил.
Фиг.1 Фиг.З Фиг. 2
Изобретение относится к оборудованию для формирования строительных изделий способом полусухого прессования и может быть использовано в промышленности строительных материалов для производства прессованного кирпича.
Известен ручной пресс для изготовления керамических изделий, содержащий станину, загрузочное устройство, смонтированный на станине поворотный стол с пресс-формами и штампами, прессующий механизм и выталкиватель.
Недостатком этого является значительное время рабочего цикла прессования.
Цель изобретения — повышение производительности .
Поставленная цель достигается тем, что пресс для изготовления кирпичей снабжен поворотным рычагом, один конец которого соединен со станиной и подпружинен, а другой соединен со станиной шарнирно посредством стяжки, при этом прессующий механизм шарнирно соединен с рычагом и расположен между пружиной и стяжкой.
Кроме того, пресс снабжен ручным механизмом подпрессовки, состоящим из закрепленной над столом силовой балки с направляющими и размещенной в них подвижной прессующей опоры с двухзвенным механизмом привода, а также откидными опорами с колесным ходом, шарнирно закрепленными на станине.
На фиг. 1 изображен пресс; на фиг. 2 — разрез А-А на фиг. 1; на фиг. 3 — узел пресса.
Пресс содержит загрузочно-поворотное устройство 1, пресс-формы 2, станину 3, ручной подпрессующий механизм 4 и прессующий механизм 5, выталкиватель 6, откидные опоры 7 с колесным ходом, шарнирно закрепленными на станине и силового механизма 8.
Выталкивающий механизм выполнен в виде рычага 9 и связан с прессующим механизмом 5 и выталкивателем 6. Рычаг 9 связан пружиной 10 со станиной 3. Ручной механизм подпрессовки состоит из силовой балки 11 с направляющими 12. подвижной опоры 13 с направляющими, двухзвснного механизма 4 привода опоры
В рабочем положении пресс устанавливается на ровную площадку, откидные опоры откидываются и фиксируются.
Пресс работает следующим образом.
Формировочная смесь загружается в одну из пресс-форм 2. Загруженная пресс- форма 2 устанавливается в позицию прессо- вания. При подаче усилия на ручной прессующий механизм 4 опора 13 движется поступательно вдоль направляющих 12, осуществляя одновременно фиксацию поворотного устройства 1 и предварительное прессование формовочной смеси в пресс- форме 2. Фиксация опоры 13 в крайнем нижнем положении осуществляется перехо- дом механизма подпрессовки 4 через мертвую точку. Силовой механизм 8, осуществляя движение вверх, перемещая прессующий механизм 5, осуществляет окончательное прессование формовочной смеси. Рычаг 9 осуществляет возврат в исходное положение прессующего механизма 5. Подпрессующий механизм 4 возвращается в исходное положение, 8 свободную пресс-форму производится загрузка формо- вочной смеси. При следующем повороте поворотного устройства 1 осуществляется подпрессовка и окончательное прессование формовочной смеси во второй пресс- форме с одновременным: выталкиванием готового кирпича выталкивающим механизмом из первой пресс-формы. Рычагом 9 механизм прессования 5 и выталкиватель 6
возвращаются в исходное положение и цикл работы пресса повторяется.
При необходимости переместить пресс откидные опоры 7 поднимаются, фиксируются (фиг.2). За рычаг 9 осуществляется перемещение пресса или погрузка на транспортное средство.
1.Ручной пресс для изготовления кирпича , содержащий станину, загрузочное устройство , смонтированный на станине поворотный стол с пресс-формами и штампами , прессующий механизм и выталкиватель , отличающийся тем, что, с целью повышения производительности, он снабжен поворотным рычагом, один конец которого соединен со станиной и подпружинен, а другой соединен со станиной шарнирно посредством стяжки, при этом прессующий механизм шарнирно соединен с рычагом и расположен между пружиной и стяжкой.
2.Пресс по п.1, отличающийся тем, что он снабжен ручным механизмом подпрессовки, состоящим из закрепленной над столом силовой балки с направляющими и размещенной в них подвижной прессующей опоры с двухзвенным механизмом привода.
3.Пресс по п.1.отличающийся тем, что он снабжен откидными опорами с колесным ходом, шарнирно закрепленными на станине.
Как класть кирпич ручной формовки?
Кирпич ручной формовки – редкий и уникальный материал. Который используют для облицовки фасадов зданий. Большинство образцов создает эффект «под старину», дополняет сложную архитектуру здания. Как правильно класть кирпич ручной формовки, чтобы получить надежную и стильную поверхность фасада?
Преимущества кирпича ручной формовки
В условиях производства ручная формовка требует соблюдения технологии и выбора качественного сырья. В качестве основного компонента используют тугоплавкую глину, которую тщательно очищают от посторонних включений. После замешивания с водой раствор укладывают в формы с избытком, после чего удаляют излишки.
Можно выделить следующие преимущества кирпича:
- повышенная плотность;
- однородная структура;
- устойчивость к механическим повреждениям;
- стойкость к химическим и температурным воздействиям;
- простой уход и обслуживание;
- длительный срок использования;
- не требуется ремонт;
- хорошие теплоизоляционные показатели;
- отсутствуют токсичные включения.
Производство кирпича отличается сложным и трудоемким процессом. Особое внимание уделяют стадии естественной сушке. Термообработка выполняется при температурном режиме +1000 градусов.

Как правильно класть кирпич ручной работы
Кладка кирпича ручной формовки не вызывает сложностей, но нужно уделить внимание предварительной подготовке. При выполнении облицовки необходимо следовать рекомендациям:
- Перед началом клаки кирпич хорошо смачивают водой. Всухую выкладывают только первый ряд. Это делают для того, чтобы определиться с тем, где будут расположены вертикальные швы.
- Выемки располагают в верхней части.
- Используют специализированный раствор, который используется для сцепления с поверхностью кирпичей. Особое внимание уделяют соотношению воды и сухой смеси.
- Неровности компенсируют при помощи раствора. При этом устанавливают максимальный зазор между кирпичами в пределах 10-15 мм.
- Лицевая кладка совмещается с несущими конструкциями. Для надежного соединения устанавливают анкеры из нержавеющей стали. На 1 кв. м. устанавливают до 5 штук.
- После укладки первого ряда проводят армирование горизонтальных швов. Затем происходит установка остальных рядов с отслеживанием правильной геометрии и ровности каждого последующего ряда.
- Проводится затирка швов при помощи мастерка круговыми движениями. Лишний раствор удаляют.
Важный момент! Работы лучше проводить в сухую и теплую погоду. Ежедневная норма кладки составляет не больше 5-6 рядов по периметру здания. Это позволяет сохранить одинаковую ширину швов, исключает серьезную просадку стен.
Таким образом, кладка кирпичей с ручной формовкой не отличается большой сложностью. При этом проводится тщательное смачивание в воде, выполняется армирование, используется специальная смесь для соединения кирпичей.
Всего тем: 431
Всего сообщений: 2713
Всего зарегистрированных пользователей: 332
Последний зарегистрированный пользователь: 01.05.2011
Пресс для лего кирпича ручной (механический)

| Габаритные размеры | 1000х400х800 мм |
| Вес пресса | 130 кг |
| Способы фиксации | мобильный (анкер) |
| Потребление электроэнергии | нет |
| Зона формования | 250х130 мм |
| Производительность (действительная) | 750 шт/8 часов |
| Усилие прессования | 1,5-2 тонн |
| Кол-во изделий за цикл | 1 / 2 шт. |
| Цена (с НДС) | 88 500 руб. |
Просим обратить внимание на то, что цена на оборудование зависит от курса доллара США к рублю РФ, поэтому стоимость оборудования на дату Вашего обращения может незначительно изменяться.
Окончательная стоимость пресса зависит от комплектации оборудования, наличия дополнительных формообразующих оснасток, условий оплаты (полная предоплата, отсрочка платежа, рассрочка и т.п.) и сроков поставки, в связи с чем цена может устанавливаться в индивидуальном порядке.
Кроме того, следует определиться с моделью пресса

|

|
| пресс с возможностью ручного формования с формообразующей оснасткой для одного условного кирпича | пресс с возможностью ручного формования с формообразующей оснасткой для двух условных кирпичей |
Особенностью пресса с возможностью ручного формования с формообразующей оснасткой для двух условных кирпичей, как уже следует из названия

и представленного изображения является возможность формовки за один цикл сразу двух изделий.
Однако, при этом не следует забывать о том, что подобный плюс неизбежно влечёт за собой и некоторые минусы. Например, при прессовании продукции, усилий приходится прилагать так же несколько больше; средний вес такого пресса составляет уже на 130 кг, а 200 кг.
Кроме того, стоимость пресса с двухместной пресс-формой составляет 108 000 рублей (без НДС).
И конечно же возможности пресса не ограничиваются изготовлением только лишь одного кирпича. Ведь вполне возможно изготавливать на данном оборудовании тротуарную плитку.
Вполне очевидно, что вряд ли организация производства с помощью данных прессов «на поток» будет весьма успешной, не позволят ни производительность, ни качество выпускаемой продукции, но приходится признать что для собственных нужд и «помощи соседям», это если не единственно приемлимый, то совсем неплохой вариант.
прессов «на поток» будет весьма успешной, не позволят ни производительность, ни качество выпускаемой продукции, но приходится признать что для собственных нужд и «помощи соседям», это если не единственно приемлимый, то совсем неплохой вариант.
Предоплата 70% в течение 5 рабочих дней с момента заключения договора поставки, 30% в течение 3 рабочих дней с момента поставки оборудования. В стоимость оборудования включены: стоимость 1 пресс-форма (по желанию заказчика), комплект запасных частей, набор инструментов для обслуживания пресса.
Срок поставки — в течение 60 дней с момента поступления предоплаты по договору.
Рекомендуемые материалы для приготовления смеси: цемент, песок (мКр 0,5-1,8), известняковые (доломитовые) отсевы карьеров (фр. 0,2-3), вода, различного рода добавки и пластификаторы, при необходимости, пигменты.
Зачастую многие настаивают на необходимости использования в составе смеси для изготовления кирпича ТОЛЬКО одного песка в качестве основного инертного.
Следует, ещё раз, обратить внимание на то обстоятельство, что уплотнить песок посредством прессования на ПР1, даже с большим содержанием в составе смеси цемента, черезвычайно трудно. И наоборот, введение в состав бетонной смеси небольшого количества песка (как правило, 25-30%) весьма положительно сказывается на характеристиках конечного продукта (лего-кирпича).
 Если предлагаемый вариант приобретения пресса покажется Вам неуместно дорогим, то пожалуйста, воспользовавшись следующей статьёй, Вы можете при помощи чертежей, фотографий и видеоматериалов изготовить такой станок самостоятельно >>>
Если предлагаемый вариант приобретения пресса покажется Вам неуместно дорогим, то пожалуйста, воспользовавшись следующей статьёй, Вы можете при помощи чертежей, фотографий и видеоматериалов изготовить такой станок самостоятельно >>>
Варианты кирпича могут быть весьма разнообразными, начиная от кирпича типа «Лего» и заканчивая понотелым кирпичем или тротуарной плиткой, напрмер:



Основные (стандартные) виды изделий производимых на прессе с ручным формованием

