Пресс шеремеева для изготовления кирпичей
Пресс шеремеева для изготовления кирпичей
Использование: производство сборных кирпичей. Сущность изобретения: напротив коробчатого мундштука шнекового пресса установлена с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном экструзии, приводная траверса с отсекающей струной и режущей гребенкой. Одни противолежащие поверхности мундштука выполнены профилированными под паз и шип, получаемыми на противоположных сторонах отформованного бруса, а другие — с профилированными под гребенку отверстиями. Приводом шнека является поршень силового цилиндра. 1 з. п. ф-лы, 6 ил.
Изобретение относится к прессам для изготовления сборных кирпичей из глины с добавками или без них, применяемых для безрастворной кладки объектов повышенной прочности, устойчивости и долговременности.
Аналогами изобретения являются известные ленточные прессы современных производств по изготовлению кирпичей прямоугольно-параллелепипедной формы.
Прототипом изобретения является ленточный вакуум-пресс, содержащий несущие сводки и армы, загрузочную камеру, расположенные в общем корпусе на производном валу подающий и прессующий шнеки, разделенные перфорированной перегородкой, прессовую головку, мундштук в лице короба и привод шнеков в пультовом управлении.
Недостаток прототипа состоит в том, что пресс прототипа не обеспечивает изготовления новой формы сборных кирпичей.
Цель изобретения состоит в обеспечении возможности изготовления новой формы сборных кирпичей на прессе прототипа как в автоматическом, так и в ручном режимах его работы.
Сущность изобретения состоит в том, что пресс снабжен установленной с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном продольной оси мундштука, приводной траверсой с отсекающей струной и режущей гребенкой, при этом одни противолежащие поверхности мундштука выполнены профилированными под паз и шип, а другие — с профилированными под режущую гребенку отверстиями, причем привод шнеков выполнен в виде силового цилиндра, соединенной с ним шестеренчатой рейки, контактирующей с последней шестерней, установленной на валу, и разъемно-электромагнитной муфты, соединяющей вал шестерни и вал шнеков, а при ручном режиме работы приводы траверсы и шнеков выполнены ручными.
На фиг. 1 изображен пресс, вид в плане; на фиг. 2 — разрез А-А на фиг. 1; на фиг. 3 — вид Б на фиг. 1; на фиг. 4 — вид В на фиг. 1; на фиг. 5 — сборный кирпич; на фиг. 6 — штурвальный привод пресса малого.
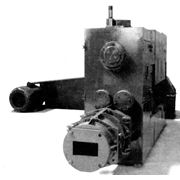
Пресс имени Шеремеева для изготовления сборных кирпичей (фиг. 1-6) состоит из привода 1, придающего через рейку 2 вращение шестерне 3, сидящей на валу 4, на котором закреплена полумуфта 5, имеющая возможность смещения от электромагнита 6, связанная с полумуфтой 7, которая расположена на прототипном валу подающего и прессующего шнеков 8, разделенных перфорированной вертикальной перегородкой 9, расположенных в корпусе 10 пресса с загрузочной камерой 11 и прессовой головокой 12, к которой прикреплен корпус 13 мундштука 14, имеющий прямоугольное профилированное сечение по всей длине, и в корпусе 13 по вертикальной оси внутри вверху сделан по всей длине паз, а внизу — шип, образующие в выдавливаемом шнеком глиняном брусе 15 соответственно вверху шип, а внизу — паз (фиг. 4 и 5).
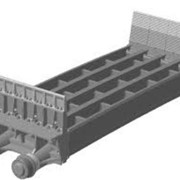
При этом в середине боковых стенок корпуса 13, ближе к прессу, проделаны в середине высоты профилированные пазы, через которые приводом 16 через траверсу 17 перемещается единый поперечный режущий инструмент в виде профилированной гребенки 18, прорезающий при своем ходе в середине высоты неподвижного бруса 15 профилированный поперечный паз, деля этим брус на две части и образуя внизу в верхней части снизу два поперечных паза, а в нижней части, сверху — два поперечных шипа, а чтобы при выдвинутой гребенке 18 глиняная масса 9 не выдавливалась в свободный противоположный паз, в последний на толщину стенки корпуса 13 заходит профилированный фиксатор 20, подпружиненный пружиной 21 сжатия; далее, на некотором расстоянии от этих пазов корпуса 13 к нему в середине горизонтально закреплена поперечная планка 22, по обеим сторонам которых скользят шипы частей разрезанного бруса, а на незначительном расстоянии от нее, на стойке 23, закреплены приемные уголки 24, служащие для точного направления и приема верхней и нижней частей разрезанного гребенкой 18 бруса 15, от которого между пленкой 22 и приемными уголками 24 отрезается сборный кирпич 25 резательной струной 26, закрепленной на направляющих пленках 27, прикрепленных к приводной траверсе 17 и перемещающихся при перемещении последней (17) началом по корпусу 13 мундштука 14.
Для изменения подачи объема глиняной массы 19, расходуемой на изготовление одного сборного кирпича 25, привод 1 имеет на передней крышке дополнительный маленький привод 16, шток которого входит в пазы 28 штока 29, поршень которого от проворачивания фиксируется шпилькой 30, входящей концами в крышки привода 1.
Автоматическое управление работой пресса производится с пульта 32 управления, рамы, стойки и т. п. (для упрощения на чертежах условно не обозначены).
Для индивидуальных потребителей при малом диаметре и длине шнека привод шнека заменяется штурвалом 31 (фиг. 6), и вращение шнека с перемещением траверсы 17 осуществляется в ручном режиме работы.
Сущность работы пресса имени Шеремеева по изготовлению сборных кирпичей (фиг. 1-6) в автоматическом режиме, производимом с пульта 32 управления по составленной программе, при условии обычной постоянной загрузки глиняной массы 19 в загрузочную камеру 11 и выхода из мундштука 14 уже разрезанного гребенкой 18 глиняного бруса 15, производится в следующем порядке.
При включении привода 1 (фиг. 1) его поршень со штоком идут вперед и через рейку 2 — шестерню 3, а также сцепленные электромагнитом 6 полумуфты 5 и 7, вращают подающе-прессующий шнек 8, производя продольную подачу глиняного бруса 15 на длину, отрегулированную ранее подаваемой массой 19, сборного кирпича 25, и шнеки 8 от проворота назад остаются зафиксированными в этом положении отмеченных механизмов.
Включается привод 16 и траверса 17 перемещается вперед, при этом режущая струна 26 (фиг. 4) производит отрезку сборного кирпича 25, а режущая профилированная гребенка 18 прорезает в середине высоты глиняного бруса 15 профилированный паз, разрезая этим брус на две части и образуя в верхней части снизу два поперечных паза, а в нижней части сверху — два поперечных шипа, что при выверенных размерах гребенки 18 обеспечивает соответствие полученных пазов и шипов сборного кирпича, а следовательно, и гарантированную их сборку при кладке сооружаемых объектов, так как продольные паз и шип получены также по выверенному прямоугольному профильному отверстию корпуса 13 мундштука 14.
Поддержание и направление перемещения частей разрезанного бруса 15 производится плавно 22 и приемными уголками 24, расстояние между которыми чуть больше сечения режущей струны 26.
После этого электромагнит 6 разъединяет полумуфты 5 и 7, приводы 16 и 1 возвращают связанные с ними элементы в исходное положение (назад) и управление работой пресса повторяется, начинаясь с включения вновь привода 1.
Для индивидуальных потребителей пресса, т. е. при малосерийном производстве сборного кирпича, при использовании шнека малого диаметра и длины управление работой пресса производится в ручном режиме за счет вращения штурвала 31 (фиг. 6) и перемещения траверсы 17, что в итоге обеспечивает получение на малых шнековых прессах кирпичей без применения промышленных энергоресурсов. (56) Ленточный вакуум-пресс фирмы Кема, с. 172, рис. 193. Справочник под ред. В. А. Баумана. Оборудование для производства строительных материалов. М: Машгиз, 1959, с. 576.
1. Пресс для изготовления кирпичей, содержащий несущие стойки и рамы, загрузочную камеру, расположенные в общем корпусе на приводном валу, подающий и прессующий шнеки, разделенные перфорированной перегородкой, прессовую головку, мундштук в виде короба и привод шнека с пультом управления, отличающийся тем, что, с целью обеспечения возможности изготовления сборных кирпичей, пресс снабжен установленной с возможностью возвратно-поступательного перемещения в направлении перпендикулярном продольной оси мундштука приводной траверсой с отсекающей струной и режущей гребенкой, при этом одни противолежащие поверхности мундштука выполнены профилированными под паз и шип соответственно, а другие — с профилированными под режущую гребенку отверстиями, причем привод шнеков выполнен в виде поршня силового цилиндра, соединенной с ним шестеренчатой рейки, контактирующей с последней шестерней, установленной на валу, и разъемной электромагнитной муфты, соединяющей вал шестерни и вал шнеков.
2. Пресс по п. 1, отличающийся тем, что приводы траверсы и шнеков выполнены ручными.
Вакуумный шнековый пресс СМ-443А

Саратовский государственный технический университет им. Ю. А. Гагарина
кафедра СМТ курсовой проект по дисциплине процессы и аппараты
на тему «процессы и аппараты формование керамического кирпича пластическим способом»
саратов 2013
В ходе данного курсового проекта было произведено проектирование и подбор необходимого количества технологического оборудования, а именно вакуумного комбинированного шнекового пресса для производства керамических кирпичей пластическим способом формования. Исходя из годовой производительности П =6,5 млн. шт. было рассчитано и подобрано из справочной литературы 1 вакуумный комбинированный пресс СМ-443А с часовой производительностью 5000 шт/ч. В работе были рассмотрены различные технологии производства керамического кирпича и выбран пластический способ производства. Произведены все необходимые технологические расчеты.
Состав: Ленточный вакуумный шнековый пресс СМ-443А, Технологическая схема производства керамического кирпича, ПЗ 
Софт: AutoCAD 2013

Дата: 2013-12-26
Просмотры: 4 741
257  Добавить в избранное
Добавить в избранное
- дробление
- керамический
- Кирпич
- Обжиг
- Пресс
- сушилка
- шнековый
Еще чертежи и проекты по этой теме:

Софт: AutoCAD 2013
Состав: план и разрезы цеха обжигового отделения производства керамического кирпича, спецификация, технологическая схема производства керамического кирпича (ТС), ПЗ

Софт: AutoCAD 2009
Состав: план цеха,разрез 1-1,разрез 2-2,экспликация

Софт: AutoCAD 13
Состав: Технологическая схема производства цемента по сухому способу, план цеха «Помол», ПЗ

Софт: AutoCAD 2016
Состав: Технологическая схема производства керамического кирпича, план основного производственного корпуса

Софт: AutoCAD 2016
Состав: Технологическая схема производства ангобированного кирпича, технологическая карта производства, ПЗ
Дата: 2013-12-26
Просмотры: 4 741
257 Добавить в избранное
Продам Продам пресс СМК-325, СМК-506 для производства кирпича

 Пресса пластического формования предназначены для формования керамических кирпичей и блоков путем уплотнения предварительно подготовленной и очищенной от посторонних включений керамической массы, путем выдавливания ее в виде бруса.
Пресса пластического формования предназначены для формования керамических кирпичей и блоков путем уплотнения предварительно подготовленной и очищенной от посторонних включений керамической массы, путем выдавливания ее в виде бруса.
Исходным сырьем служат глины нормальной влажности (порядка 18-20 %), специально подготовленные массоприготовительными машинами, равномерно увлаженные и обязательно очищенные от посторонних твердых включений, особенно металлических. В прессе осуществляются процессы перемешивания, доувлажнения, вакуумирования (если пресс обладает вакуум-камерой), формования и прессования глиняной массы.
Пресс состоит из рам и шнекового вала, приводов, вакуум-камеры (вакуумные пресса), вала смесителя, вакуумной установки, электрооборудования, цилиндра с регилируемой рубашкой и головкой
Куплю Пресс СМК 506
Добрый день
Куплю Пресс СМК 506
интересует цена и состояние СМК 506, если есть возможность фото
| Отправить сообщение на E-mail автора объявления БЕСПЛАТНО! |

|
|
Бахтияр (Поиск объявлений от Бахтияр) пишет: 06-03-2021 18:43 Продам Пресс СМК 506 Год изготовления 1991 г. В нормальном состоянии. Ваша цена ? Пришлите фото вашего пресса Добрый день пришлите фото вашего пресса Куплю Пресс СМК-325 Куплю Пресс СМК-325 фото и цена Куплю Редуктор к прессу СМК 506 Здравствуйте. Куплю запчасти для пресса СМК 506 Все что есть. Нужны запчасти для пресса СМК 506. Напишите Продам пресс 506 Продам пресс 506, а также сборный 506 и 135. Можно по запчастям.
|
 Стром (Поиск объявлений от Стром) пишет:
Стром (Поиск объявлений от Стром) пишет: Николай (Поиск объявлений от Николай) пишет:
Николай (Поиск объявлений от Николай) пишет: