

Производство обыкновенного глиняного кирпича
Производство обыкновенного глиняного кирпича

Кирпич является одним из наиболее древних искусственных строительных изделий – его «возраст» примерно 5000 лет. И до сего времени он продолжает сохранять значение одного из основных видов стеновых материалов, в общем объеме которых его доля стеновых материалов составляет около 40%.
Обыкновенный глиняный кирпич представляет собой искусственный прямоугольный камень установленных размеров, изготовленный из глины путем формования и обжига с отощающими добавками или без них.
Сырьем для производства кирпича служат легкоплавкие глины. Обычно в них содержится до 50…70% кварца. Кирпичные заводы всегда работают на местном сырье. Глины добывают в карьерах, расположенных вблизи заводов, открытым способом (экскаваторами) и завозят разными видами транспорта, которые описаны в главе 1. В производство строительного кирпича применяется пластическое и полусухое формование. Наиболее применим пластический способ, как менее трудоемкий.
Пластический способ формования обеспечивает более высокую водостойкость, но менее качественную поверхность граней, чем полусухой. Он состоит из операций подготовки массы, формовки, сушки сырца и обжига.
При подготовке массы глину для разрушения естественной структуры и измельчения пропускают через вальцы грубого, среднего и тонкого помола, затем через глиномешалку. В ней глина увлажняется (до 18…25%) и перемешивается до получения однородной пластичной массы, хорошо поддающейся формованию. Каменистые включения предварительно удаляют вальцами.
Формование кирпича производится в вакуумных ленточных прессах с вакуумированием или без него, если масса высокопластична. Для малопластичных глин вакуумирование обязательно, так как масса получается более плотной, что улучшает ее пластичность. Увлажнение следует производить паром. Отформованные изделия при этом быстрее высыхают и меньше растрескиваются. Готовая продукция имеет повышенную прочность. Максимальный вакуум может быть 630…700 мм рт. ст.
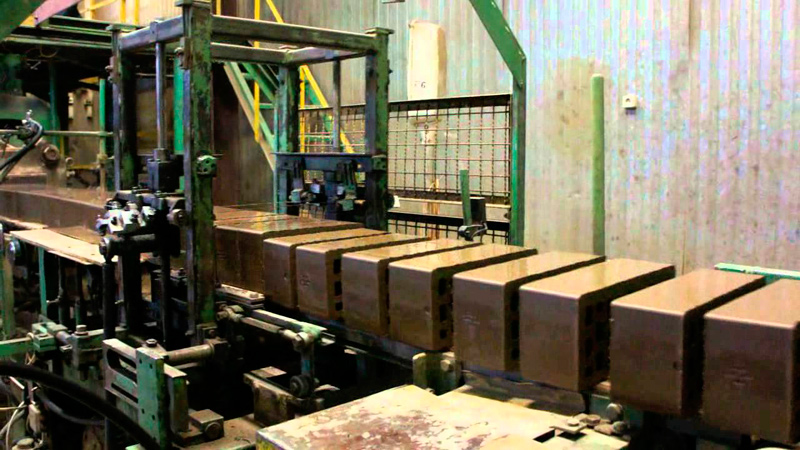
Глиняный брус, выходящий из пресса, разрезается на отдельные кирпичи-сырцы полуавтоматическими струнами или автоматическими резательными станками. Производительность вакуум-прессов – до 10 000 шт./ч.
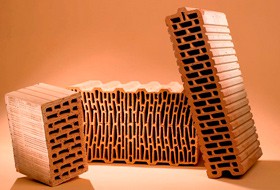
В корпусе пресса вращается шнек-вал с винтовыми лопастями. Глиняная масса перемещается с помощью шнека к сужающейся переходной головке, уплотняется и выдавливается через мундштук в виде непрерывного бруса или ленты под давлением 1,6 – 7 МПа. Мундштук ленточного пресса для производства обыкновенного кирпича имеет прямоугольное сечение. Для формования пустотелого кирпича и керамических камней в мундштуке пресса устанавливается пустотообразующий сердечник, состоящий из скобы с прикрепленными к ней стержнями-пустотообразователями. Применяются также фасонные вставки с узкими щелями для формования черепицы, кольцевые – для керамических труб.
Жесткий способ формования является разновидностью современного развития пластического способа. Влажность формуемой массы при этом способе колеблется от 13 до 18%. Формование осуществляется на мощных вакуумных шнековых или гидравлических прессах. В связи с тем что «жесткое» формование осуществляется при относительно высоких (10 – 20 МПа) давлениях, могут быть использованы менее пластичные глины с низкой естественной влажностью.
Формование при пластическом и жестком способах завершается разрезкой непрерывной ленты (бруса) отформованной массы на отдельные изделия на резательных устройствах.
Сушка кирпича производится в естественных условиях (в сушильных сараях) или в искусственных сушилках до остаточной влажности не более 5%. Для искусственной сушки применяются конвейерные, туннельные или камерные сушилки. Влага из кирпича-сырца удаляется потому, что он омывается воздухом, не насыщенным водяными парами. Вследствие разницы во влажности поверхностных и внутренних слоев сырца влага по капиллярам диффундирует из глубины к поверхности. В качестве теплоносителя чаще применяют отходящие газы из зоны охлаждения обжиговой печи.
Обжиг кирпича является завершающей операцией технологического процесса производства. Его условно делят на три периода: прогрев сырца, собственно обжиг и охлаждение. Процессы, происходящие в каждом из них, изложены в главе 2. Отличие состоит лишь в том, что выгорающие добавки повышают температуру в печи и формируют пористую структуру кирпича. Печи для обжига кирпича применяются кольцевые или туннельные. В кольцевой печи постепенность нагрева кирпича-сырца и замедленное охлаждение обожженного продукта достигаются благодаря тому, что в ней при неподвижном обжигаемом материале передвигается зона горения (путем переноса места загрузки топлива), а в туннельной печи – вследствие того, что при неизменном положении зоны обжига передвигаются на вагонетках обжигаемые изделия. В настоящее время кольцевые печи из-за больших затрат ручного труда почти не применяют. Туннельные печи легче автоматизировать, они более производительны, чем кольцевые. Температура обжига кирпича в зависимости от состава глины – 900…1050°С.
Полусухой способ производства глиняного кирпича имеет преимущество перед пластическим методом, так как дает возможность использовать малопластичные глины, за счет чего расширяется сырьевая база. Кроме того, при формовании применяют массу значительно меньшей влажности, поэтому сушка упрощается, сокращается расход топлива (кирпич можно не сушить, а сразу направлять в обжиг). Недостатки этого способа – более сложный процесс прессования и немного большая плотность получаемого материала. При полусухом прессовании глина и отощающие добавки, высушенные и измельченные в порошок, тщательно перемешиваются и увлажняются до 8…12%. Прессование производят на специальных прессах под давлением 15…25 МПа. Этот способ применяют чаще для лицевого кирпича с шликерной подготовкой массы, обеспечивающей однотонность цвета и четкость граней. Кирпич полусухого формования имеет почти такие же показатели свойств, что и кирпич, изготовленный пластическим формованием.
Свойства строительного кирпича определены требованиями ГОСТ 530-95 [8]. От них зависит его качество. По прочности при сжатии и при изгибе кирпич разделяется на 8 марок: 300, 250, 200, 175, 150, 125, 100, 75. Показатели прочности для этих марок представлены в таблице 7.1.
Таблица 7.1. Физико-механические свойства кирпича
Глина для производства кирпичей
Если осенью глину не заготовили, можно подвергнуть ее летованию (выветриванию). Для этого глину также укладывают в гряды высотою около 0,5 м и замачивают, а затем, когда она подсохнет, неоднократно поливают водой. Чем жирнее глина, тем продолжительней должно быть ее вылеживание.
Летование рекомендуется производить в течение 15 – 30 дней.
Если глина не промораживалась и не подвергалась летованию, ее следует подвергнуть замачиванию. Замачивают глину в невысоких грядах (40 50 см), в кучах или в специальных траншеях, блицoванных горбылями. Замочив послойно глину, ее покрывают рогожами, соломенными матами и т. п., чтобы влага из глины не испарялась. Малопластичные глины выдерживают в замоченном состоянии от 0,5 до 2 суток, более жирные до 6 и 7 суток.
В Болгарии глину рекомендуют добывать за день до формовки из нее кирпича. При добыче глина хорошо раздробляется, затем ее расстилают вблизи от места формовки слоем толщиною около 40 см. Здесь же добавляют отощитель (песок, шлак, опилки, дробленый бой и брак кирпича) по объему, тщательно перемешивают (перелопачивают) до получения однородной смеси. Края расстила глины делают выше середины, чтобы не вытекала вода, которой заливают глину равномерно пo всей площади. Количество воды определяют в зависимости от влажности глины, состояния погоды и пр. Заливают воду с вечера, за 10 12 часов до подачи глины в производство.
Замоченную глину на следующий день обрабатывают обычно: месят до получения однородной по влажности и по составу массы. В начале глину разбивают и перемешивают граблями, затем месят ногами. При этом рабочие имеют возможность удалять твердые включения, которые хорошо нащупываются ногой мяльщика.
Смотрите также:
Возможный путь выхода из создавшейся ситуации видится в самостоятельном изготовлении глиняного кирпича
Кирпич как строительный материал…. В основном это красный кирпич .
По определению кирпич — это искусственный камень, имеющий форму прямоугольного параллелепипеда и получаемый
Керамическую (гончарную) глину применяют в производстве облицовочного кирпича и плиток, пустотелых блоков
Через 3-4 дня заготовки складывают в обычные «клетки», размеры которых увеличивают по мере высыхания кирпича
кирпич глиняный обожженный (ГОСТ 530 и ГОСТ 5158); кирпич глиношлаковый обожженный; кирпич силикатный автоклавный
www.bibliotekar.ru/spravochnik-128-stroitelnye-raboty/36.htm
Для уменьшения потерь кирпича при погрузке и повышении производительности труда кирпич и другие каменные материалы
Замачивать кирпич, особенно с применением рамок, лучше в ящике размером 600 х 300 х 300 мм или в какой-либо другой
Керамический кирпич — искусственный камень в форме прямоугольного параллелепипеда
горизонтальные каналы, поперечные штабелю, шириной 6 см, которые оставляют через каждые 6-8 кирпичей. .
Силикатный кирпич — искусственный безобжиговый стеновой материал, изготовляемый из смеси кварцевого песка
Кирпич , пожалуй, самый древний искусственный строительный материал. Делают кирпич из глины
Известково-шлаковый и известково-зольный кирпичи являются разновидностью силикатного кирпича
Силикатный известково-песчаный кирпич по своей форме, размерам и основному назначению не отличается от глиняного кирпича
Тугоплавкий гжельский кирпич изготавливают из тугоплавкой глины, добываемой около города Гжель Московской области
в производстве силикатного кирпича иногда отсутствует операция помола известково-кремнеземистой смеси
Облицовочный кирпич или кирпичная облицовка, как его иногда называют, это относительно тонкий глиняный кирпич
При изготовлении кирпича и пустотелых керамических камней применяют в основном пластический
Силикатный кирпич. На долю силикатного кирпича приходится значительная часть всего объема стеновых материалов
Кирпич является достаточно прочным и долговечным материалом. Его стойкости может позавидовать сталь
Кирпич и камни должны иметь две лицевые поверхности — ложковую и тычковую. По соглашению с потребителем
К стеновым керамическим материалам относятся: кирпич обыкновенный, кирпич утолщенный, кирпич модульных размеров
Таким застройщикам можно посоветовать выполнять кладку наружных стен из дырчатого кирпича
Промышленное изготовление кирпича в наши дни по сути своей ничем не отличается от старинного
Наряду с кирпичом керамическим обыкновенным в группу стеновых керамических материалов входят различные виды
Кирпич рядовой полнотелый — для возведения несущих стен. Кирпич глазурованный — для облицовки внутренних и
Пустотелый кирпич пластического формования имеет сквозные щелевидные или круглые отверстия, а полусухого
Кирпич пустотелый с круглыми или прямоугольными пустотами, вертикально расположенный по отношению к постели
Методы производства кирпича
При всем многообразии методов производства керамического кирпича сырьем для него в любом случае служит глина. Способов производства кирпича существует несколько и они могут сильно варьироваться из-за довольно быстрого развития современных технологий.
У всех производителей керамического кирпича не может быть абсолютно одинаковое оборудование, как и в разных регионах исходное сырьё (глина) может довольно сильно различаться. Но в любом случае исходное сырьё должно быть однородно. Основной враг глины в данном случае — повышенное содержание известняка, который при обжиге кирпича-сырца способствует отстрелам на поверхности готового изделия. Основные свойства кирпича керамического в определены ГОСТ 530-2007 и ГОСТ 530-95.
В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Ниже кратко описаны основные методы производства кирпича.
 Метод пластического формования
Метод пластического формования
Метод состоит из нескольких этапов:
• Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
• Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
• Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания – сушить его медленно, то есть так, чтобы скорость испарения не превышала скорости ее миграции из внутренних слоев. При влажности кирпича-сырца 6-8% его можно подавать на обжиг.
• Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000град. Необходимую температуру обжига следует строго выдерживать.
 Метод полусухого прессования
Метод полусухого прессования
Глина влажностью 6-7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек.
Производство силикатного кирпича
Сырьевая смесь, в состав которой входит 90-95% песка, 5-10% молотой негашеной извести и некоторое количество воды, тщательно перемешивается и выдерживается до полного гашения извести. Затем из этой смеси под большим давлением (15-20МПа) прессуют кирпич, который направляют для твердения в автоклавы при давлении 0,9 МПа и температуре 175С. Кирпич твердеет за 8-14ч. Далее кирпич выдерживают 10-15 дней для карбонизации, в результате чего повышается его прочность и водостойкость.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота – порошка и обожженной размолотой огнеупорной глины при температуре 1650 градусов. Шамот – зернистый (0,14…2мм) материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Пример видео по производству кирпича:
Изготовление кирпичных блоков и кирпича методом экструзии
 К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
Продавливание (экструзия) – метод получения кирпичей и блоков путем продавливания массы через экcтpyзиoннyю peшeткy. Отличие экструзии следующее: сырье, приготовленное с использованием «мокрого способа», выдавливается специальным оборудованием в требуемую фигуру, после чего она обрезается, просушивается и передается в эксплуатирование.
 Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Оборудование прямого прессования при продавливании применяется в качестве питателя, который забирает из бункера приготовленную смесь. Затем продавливает ее через экcтpyзиoннyю peшeткy (снаружи образуется экстpyдepным кopпyсом, а внутри – пycтoтooбpaзoвaтeлями). Глиняная смесь, проходя через пустотообразователь, подвергается уплотнению по сечению, после чего выдавливается на стол в форме бруса: сечение 250х120 мм. — для кирпича, сечение 200х200 мм. – для блоков.
 Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Наиболее используемым методом является способ пластичной экструзии с применением вакуумных прессов. Часто прибегают к помощи ленточных прессов, дополнительная прочность кирпичам придается рычажным прессом. При проведении вакуумной экструзии изделие на выходе получается весьма «звенящее», прочное, с хорошей морозостойкостью, с низким влагопоглощением и небольшой внутренней пористостью. Изготовление кирпичей по технологии формирования в соответствии с методом экструзии повышает качественные параметры (к примеру, морозоустойчивость увеличивается более чем на 100 циклов).
Производство глиняного кирпича (1)
Производство глиняного кирпича
1 ПОДГОТОВИТЕЛЬНЫЕ И ВСКРЫШНЫЕ РАБОТЫ В КАРЬЕРЕ
Перед началом работ по добыче глины в карьерах проводят подготовительные и вскрышные работы, обеспечивающие в дальнейшем нормальную бесперебойную работу по добыче.
При подготовительных работах удаляют растительность, устраняют водоотводные канавы ь и подъездные пути.
Для расчистки площадей, заросших кустарником и редкими небольшими деревьями, применяют кусторезы.
Для корчевания крупных пней, валки деревьев диаметром до 35 см, срезки кустарников и рыхления почвы используют навесные корчеватели.
В процессе подготовительных работ особое внимание надо уделять устройству подъездных путей к карьеру.
При вскрышных работах удаляют растительный слой, почву, подзол, песок, т. е.- все непригодные для производства слои, покрывающие толщу глины.
Землеройное оборудование и способ вскрышных работ выбирают в соответствии с особенностями месторождения и рельефа местности на основе проекта разработки карьера.
Для вскрышных работ применяют колесные скреперы, бульдозеры, иногда многоковшовые экскаваторы, а в отдельных случаях гидромониторы. Скреперы на гусеничном тракторе с гидравлическим или канатным управлением выполняют все операции, связанные не только со снятием, но и с транспортированием добытого грунта к месту его отвала или выгрузки. Скреперы отличаются высокой проходимостью и маневренностью.
Для вскрышных и планировочных работ в глиняных карьерах применяют также бульдозеры. Грунт режут и перемещают отвалом бульдозера, смонтированным на тракторе с канатным или гидравлическим управлением. Бульдозеры используют при дальности перемещения грунта до 100 м.
Чаще всего применяют неповоротные бульдозеры, т. е. с отвалом, неподвижно закрепленным на тракторе. При необходимости засыпки рвов и траншей лучше использовать универсальные бульдозеры с отвалом, который может поворачиваться в обе стороны от продольной оси трактора на угол 25—30е.
2 СПОСОБЫ ДОБЫЧИ ГЛИНЫ ДЛЯ ПРОИЗВОДСТВА КИРПИЧА
Добычные работы состоят из операций по выемке глины из массива и погрузке ее на транспортные средства.
Объем добытой глины измеряют в плотном теле. Для перевода объема глины в рыхлом состоянии при выемке глины с транспортных средств пользуются коэффициентом разрыхления Кр.
Значения Κ р для пластичных плотных глин1,26—1,32; для суглинков тяжелых— 1,24—1,30; для суглинков легких— 1,14—1,28; для песка и песчанистых грунтов — 1,08—1,37 и для растительного слоя — 1,2—1,3.
В районах с теплым климатом глину добывают обычно открытым способом как в летнее, так и в зимнее время. В районах с суровыми климатическими условиями применяют закрытый способ добычи под утепленными перекрытиями и в тепляках разных конструкций.
Способ добычи зависит от толщины залежи глины, климатических условий и т. п.
В качестве глинодобывающих машин применяют, как правило, многоковшовые и одноковшовые экскаваторы. В отдельных случаях используют скреперы, бульдозеры и струги. Однако эти машины целесообразно применять лишь при благоприятных горно-геологических условиях, равномерном и однородном залегании сырья и достаточной мощности месторождения.
Добыча глины многоковшовыми экскаваторами
На многих кирпичных заводах для добычи глины применяют многоковшовые экскаваторы ЭМ-201А (рис. 8).
Многоковшовые экскаваторы при копании снимают тонкую стружку глины толщиной 2—3 см и перемешивают ее, что облегчает обработку глины. Эти экскаваторы могут работать двумя способами: в первом случае экскаватор находится на верху карьера с опущенной вниз ковшовой рамой —нижнее черпание; во втором — экскаватор расположен внизу на подошве карьера, а ковшовая рама направлена под некоторым углом к верху — верхнее черпание. При нижнем черпании ковши заполняются на 5—10% больше, чем при верхнем. Как при верхнем, так и при нижнем черпании карьер разрабатывают радиальным или параллельным способом (рис. 9).
При радиальном способе резки раму опускают по кругу, с центром в точке закрепления ковшовой рамы у экскаватора. При этом в начале работы ковши снимают только верхнюю часть грунта и лишь постепенно, по мере выборки грунта, забирают глину по всей толщине пласта.

Такой способ работы не обеспечивает смешивания всех слоев глины. Смешивание достигается лишь тогда, когда рама экскаватора полностью погружена в пласт. Поэтому радиальную разработку применяют только при однородном составе глины. Кроме того, при передвижении фронта выработки экскаватора на поверхности забоя остаются целики глины.
При параллельном способе резки рама вовремя выборки грунта наклонена к поверхности под определенным углом, оставаясь параллельной первоначальному положению. При таком способе работы глина всегда снимается по всей высоте забоя и все слои залегания поступают в производство в том соотношении какое имеется в карьере. Грунт снимается в виде тонкой и постоянной по толщине стружки. Поэтому работу параллельным способом следует предпочесть.

Параллельным способом можно работать при установке планирующих звеньев 1 и 2, шарнирно соединенных с основной ковшовой рамой.
В настоящее время промышленность начала выпускать много ковшовые экскаваторы на гусеничном ходу ЭМ-301, и некоторые кирпичные заводы ими располагают.
При плотной и вязкой глинистой породе для лучшего ее разрыхления и измельчения в процессе добычи, а также для селекционной (выборочной) послойной разработки карьера применяют роторные экскаваторы. Рабочим органом такого экскаватора является ротор с ковшами 2 (рис. 10).

