

Принципиальная технологическая схема получения керамического кирпича методом пластического формования
Принципиальная технологическая схема получения керамического кирпича методом пластического формования.
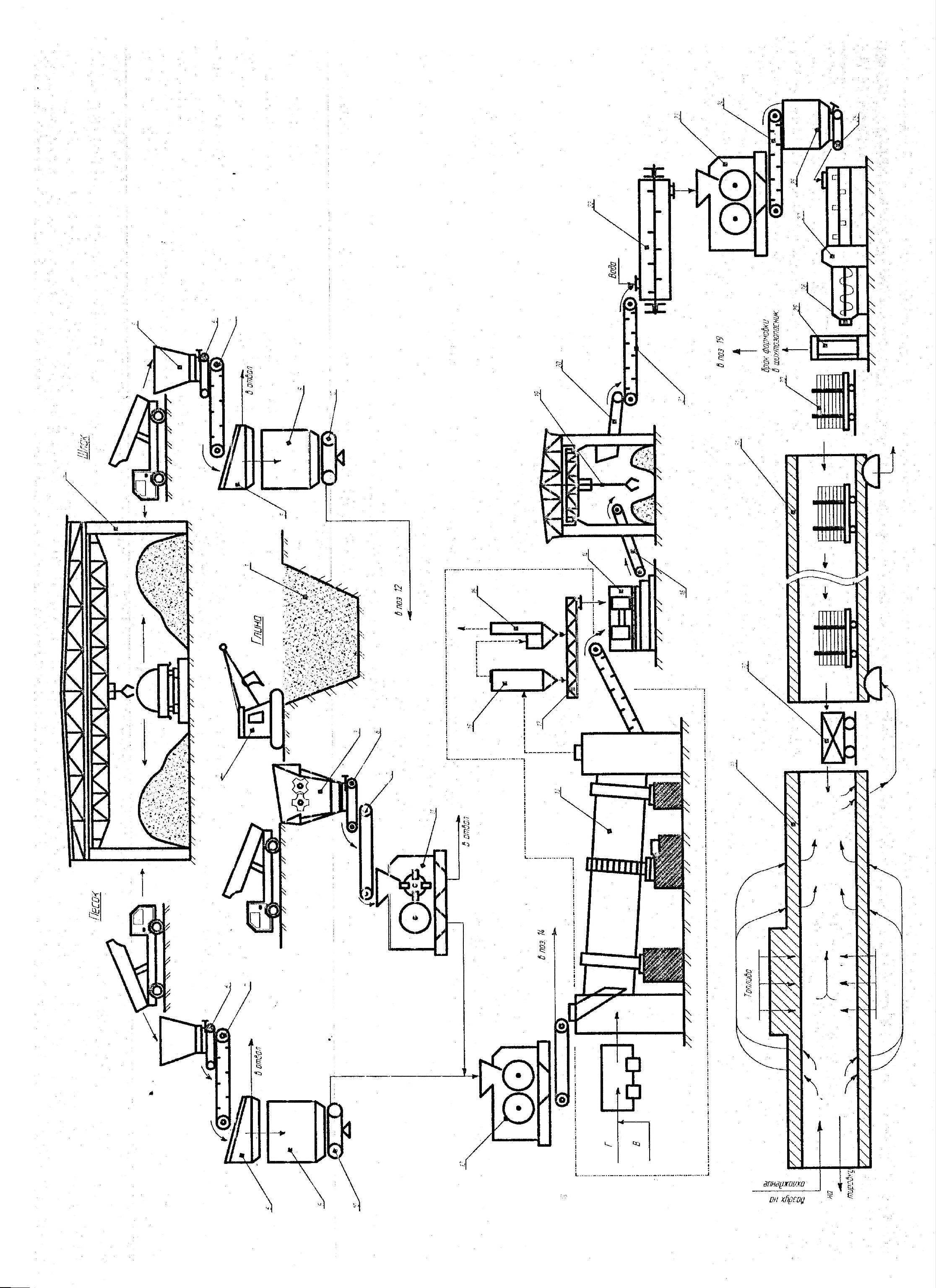
Принципиальная технологическая схема получения и производства керамической плитки (для облицовки стен).
Сырьевые материалы доставляются на предприятие железнодорожным и автомобильным транспортом. Принятое сырье храниться в закрытых складах 1 – раздельно по видам и маркам. Выборка глин из склада 1 и подача их в расходные бункера 2 осуществляется с помощью грейферного крана 3, для обеспечения более широкого интервала спекания как правило используются две легкоплавкие глины двух различных месторождений, далее они с помощью ленточного питателя 4 направляются на фрезерно-метательные мельницы 5. Глина измельчается ротором мельницы и проталкивается через решетку в рабочий бассейн 6. Рабочие бассейны заполняются водой по уровню, туда же вводятся электролиты в соответствии с рецептом. При помощи насоса осуществляется циркуляция раствора из рабочего бассейна в мельницу, в результате получается глинистая суспензия заданной плотности (плотность где-то 1,4 г/см 3 , влажность 50-53%). Далее суспензия с помощью мембранных насосов 7 перекачивается в сливной бассейн 8, для ее усреднения, а далее в расходные бассейны 9.
Приготовление отощающих добавок и плавней.
Кварцевый песок (при необходимости пропускают через сушильный барабан если влажность более 5%). Кварцевый песок пропускаю через вибросито с сеткой 2 мм, а далее песок направляется в расходный бункер 10. Бой керамической плитки предварительно измельчается в щековой дробилке (размер кусков около 10 мм). Отощающие материалы и плавни (доломит-гранитные отсевы) из расходных бункеров 10, через лотковые питатели 11 направляются на наклонный ленточный конвейер 12, а затем на весы платформенные 13 для взвешивания, взвешенные материалы попадают в шаровую мельницу 16 с помощью горизонтального ленточного конвейера со сбрасывающейся тележкой 18. Сюда же подается вода и электролиты и определенное количество огнеупорной глины предварительно прошедшей через глинорезку 14 и платформенные весы 15, для поддержания материала во взвешенном состоянии. Готовый шликер: влажность около 2%, тонкость помола на сите №0063 не более 1%. Слив шликера из шаровых мельниц, осуществляется через вибросито 17, с сеткой №0315, в расходный бассейн 9. После усреднения и перемешивания шликер перекачивается поршневым насосом по шликеропроводу в башенно-распылительную сушилку 19. Распыление шликера происходит под давлением 2-3 МПа через форсунки 2-4 мм, форсунки расположены на единой трубе виде кольца в центре башни. Для сушки используется нагретый воздух который подается в топку 20, обогреваемую газом, и проходя через нее попадает в башню, отходящие газы вытягиваются дымососом 21, через батарейный циклон 22, и многоканальный рукавный фильтр 23. Уловленная мелкая фракция из фильтров транспортируется в бассейн отходов 25. Температура в БРС: вверху – 280± 30, в середине – 230±30, в низу – 150±30. Влажность получаемого порошка после БРС около 6%. Далее порошок помощью винтового конвейера 26, элеватора 27, попадает в силоса 28. Далее через ленточный питатель порошок попадает на большое вибросито 30, проходя через него направляется в бункер прессов 32. Для прессования плиток используют пресса которые одновременно прессуют 7 плиток размером 200×300 мм. Прессование двухступенчатое первичное – 5 МПа, вторичное – 25 МПа.
Далее плитки роликовым конвейером транспортируются в трехсекционную роликовую сушилку 34 (влажность после сушки не более 1%). Далее осуществляется утильный обжиг в роликовой печи 35. Каждая печь состоит из 50 секций она разделена на 3 зоны:
До 14 секции – зона подготовки (500 – 800 0 C);
До 18 секции – зона предварительного обжига (800 – 950 0 С);
Зона обжига (950 – 1120-1130 0 С) до 30 секции;
С 31 по 33 секцию зона резкого охлаждения (540 – 590 0 С).
Готовая обожженная плитка выходит из печи укладывается в металлические короба, а затем вывозится в сторону. По мере охлаждения короба с плиткой, они ставятся под робота выкладчика, и выкладывается на конвейер глазурования и декорирования 36 и затем направляется в печь политого обжига 37.
После политой печи плитка проходит сортировку 38, и роботом укладчиком, формируется в пачку по 20 штук и укладывается в картонную коробку.
Производство керамического кирпича – технология, оборудование, стоимость
Общие требования к технологии производства керамического кирпича, в том числе и его окончательного товарного вида, определяются нормативным стандартом качества — ГОСТ 530-80 «Кирпич и камни керамические».
Согласно этим требованиям стандарта, кирпич керамический должен иметь следующие характеристики:
- Длина — 250 мм
- Ширина – 120 мм
- Высота – 65 мм
- Марка кирпича по его физической (кинетической) прочности – 100 -75
- Плотность кирпича (минимальная) – 1350 кг на м. куб.
- Коэффициент морозостойкости — не менее 25
По теплотехническим свойствам и плотности (объемной массе) кирпич керамический относится к группе эффективных, улучшающих теплотехнические свойства стен. Он может применяться для облицовочных работ и для рядовой кладки стен жилых и общественных зданий. К основным техническим требованиям, относящимся к производству кирпича, относятся следующие:
- Кирпич должен иметь форму прямоугольного параллелепипеда с ровными гранями на лицевых поверхностях.
- Поверхность кирпичей может быть рифленой.
- Допускается изготовление кирпича с закругленными углами радиусом закругления до 15 мм.
Кроме этого имеются стандарты, определяющие допустимые размеры для производства керамического кирпича особой формы.
Необходимое сырье и рецептуры
Для производства обычного керамического кирпича используется природная глина (глинозем), которая есть практически в каждом регионе России. Кроме этого, используется более распространенное техническое название сырья — «суглинок средний, пылевой, коричневого цвета». Добыча такого сырья производится открытым способом в специальных карьерах. Основное требование к этому сырью — мельчайшие частицы глины (размер фракции) должен быть не более 0.5 мм.
Средняя плотность большинства используемых глин в РФ позволяют получать качественный керамический кирпич плотностью 1.8 кг м куб, что достаточно для производства из 1 куб. раствора глины порядка 1000 штук готовых кирпичей.
Оборудование
Для соблюдения всей технологии по пластическому формированию кирпичной массы, требуется следующий примерный состав оборудования:
- автомобиль — самосвал, экскаватор (с объемом ковша до 1куб м), бульдозер (для добычи глины);
- приемный бункер;
- транспортер;
- вальцы (грубого и тонкого помола);
- прессовальная или формовочная машина
- сушильная камера или печь для обжига.
В настоящее время существуют небольшие технологические линии полного цикла изготовления керамического кирпича. Так, например, линия китайского производств мощностью до 7 млн. шт. в год будет стоить порядка 22 млн. руб. (включая доставку, таможенные сборы, установку и наладку).
Можно использовать и различное российское оборудование, в том числе и применять такой вариант, как покупка на аукционах или торгах имуществом компаний – банкротов, где можно приобрести оборудование какого — нибудь обанкротившегося кирпичного завода по ценам в десятки раз ниже рыночных.
Технология производства
Большинство производственных линий по массовому изготовлению кирпича (на кирпичных заводах) использует довольно сложную и затратную технологию полусухого прессования сырья для получения исходной товарной массы.
Более простой и доступной для малого бизнеса технологией является метод пластического формирования полуфабриката для производства кирпича заданных параметров. Технология содержит ряд последовательных этапов или алгоритм.
- Подготовка сырьевой массы глины, добытой из карьера. Для этого ее помещают, либо в емкость (чаны), либо в специальные ямы, где доводят ее консистенцию до однородного полужидкого состояния.
- После того, как масса приобрела однородный состав, ее пропускают через специальное вальцовочное устройство (бункер), где производится измельчение крупных фракций глины до минимально необходимого параметра. Также на этой стадии производится доведение степени влажности глины до уровня не более 20%.

- Затем предварительно подготовленная масса подается в специальный бункер, где производится ее смешивание со специальными пластификаторами – добавками, а также производится доведение уровня влажности максимум до 8 – 12%.

- После того, как глиняная масса окончательно готова, она подается на специальное формовочное устройство, которое формирует, так называемый, кирпичный глиняный брус, из которого потом специальной машиной нарезаются стандартного размера заготовки кирпича.
- После того, как заготовки кирпича нарезаны, они подаются лентой транспортера в специальную печь обжига, где постепенно температура доводится до 800 градусов. Через 1- 2 часа, после доведения температуры печи до уровня требуемой, начинается процесс ее постепенного снижения до 150 градусов. Затем готовый кирпич вынимается и транспортируется на площадку хранения.
Изготовленный по такой технологи керамический кирпич не боится, ни сырости, ни влаги и он стоек к механическим ударам.Несколько слов о том, насколько выгодно работать на рынке производства кирпича. Средняя цена керамического кирпича составляет порядка 20 руб. за 1 шт.
Стоимость открытия производства
Если брать в расчет объем работы китайской линии по производству 7 млн. шт. в год, то валовый доход составит в год 140 млн. руб.
Также необходимо учесть статистику, что расходы на производство кирпича составляют порядка 70% от его рыночной цены. Тогда итоговая прибыль такого завода составит не менее 42 млн. руб. в год. Это фактически окупит все затраты по созданию подобного бизнеса менее, чем за один год. Правда, это возможно при одном условии — что проведена соответствующая работа по налаживанию связей с потребителями и эффективно работает маркетинговая стратегия.
Видео по теме
Технологическая линия керамических кирпичей
Производство керамических стеновых материалов основано главным образом на применении технологии пластического формования и полусухого прессования. Последние годы получает распространение технология пластического формования из керамических масс пониженной влажности с использованием отходов углеобогащения.
Традиционная технология пластического формования из глиняной массы влажностью 18 … 24% предполагает наличие следующих основных переделов в кирпичном производстве: приготовления и переработки глиняной массы с добавками (отощающими и выгорающими), формования, резки бруса и укладки сырца на транспортные средства для сушки, обжига и пакетирования готовых изделий (рис. 4.1).
При добыче и переработке глиняной массы применяют многоковшовый экскаватор, глинорыхлитель, ящичный питатель, бегуны, вальцы, смесители.
Рекламные предложения на основе ваших интересов:
Последовательность установки перечисленных машин зависит от типа изделий, реологических и структурных свойств сырья. Устойчивая работа всей линии обеспечивается применением механизированных шихтозапасников, которые делают работу комплекса оборудования независимой от подачи сырья из карьера и позволяют повысить качество изделий. Для формования изделий применяют шнековые ленточные прессы, а для резки бруса — однострунные и многострунные резательные автоматы. Тонкостенные высококачественные изделия из глин, нуждающиеся в вакуумной обработке, формуются вакуумными прессами, которые, как правило, компонуют со смесителем. Безвакуумные прессы применяют обычно для формования полнотелых кирпичей.
Оборудование, обеспечивающее укладку сырца на транспортные средства для прохождения сушки и обжига, во многом зависит от типа сушил и обжиговых печей. Наиболее распространенными являются камерные, туннельные и конвейерные сушила. При использовании сушил небольшой производительности сырец укладывают на рейки и рамки (деревянные и алюминиевые), на которых размещается до кирпичей, при большой производительности — на палеты (с размещением до 120 кирпичей). В зависимости от типа сушил применяют различные типы вагонеток, на которых изделия проходят сушку. Для передачи сушильных вагонеток от сушил к обжиговым печам и возврата порожних вагонеток в исходное положение применяют электропередаточные тележки различных конструктивных исполнений. Конструкция автоматов, обеспечивающих разгрузку сушильных вагонеток и садку высушенных изделий на печные вагонетки, а также форма и количество штабелей на ней зависят от размеров и типа печей. Для перемещения груженых и порожних сушильных и печных вагонеток как вне сушил и печей, так и внутри их используют толкатели, и тележки. Готовые изделия выгружаются из печных вагонеток 15 и пакетируются при помощи автоматов-разгрузчиков и пакетировщиков, которые обеспечивают перевязку транспортного пакета лентами для транспортирования на стройку.
Разновидностью пластического формования стеновых материалов является формование из глиняной массы пониженной влажности (14 … 17%). Оно обеспечивается шнековыми прессами с приводом мощностью, значительно превышающей мощность привода прессов, формующих изделия из глиняной массы нормальной формовочной влажности. Если механическая прочность сырца позволяет, то сырец укладывается на печную вагонетку для совмещения сушки и обжига.
Получает распространение ресурсосберегающая технология формования с использованием отходов углеобогащения (степень использования отходов до 100%). В этом случае технологическая линия включает наряду с традиционным набором оборудования специальные машины для переработки отходов углеобогащения и шнековые вакуумные прессы специального исполнения с приводом повышенной мощности.
Различают пластическое формование с глиняным порошком, полученным по технологии полусухого прессования. Порошок перемешивается в смесителе с добавками, увлажняется и подается в шнековый пресс.
Анализ работы отечественных и зарубежных комплексов оборудования показывает, что технический уровень и основные конструктивные и технологические особенности оборудования определяются способом укладки сырца на сушильные и печные транспортные средства. Многообразные технологические линии пластического формования, оснащенные различным оборудованием, по способу укладки можно разделить на четыре группы: с реечной (рамочной), палетной, этажерочной, штабельной сушкой.
Рис. 4.1. Технологическая схема производства керамического кирпича пластическим формованием:
1 — многоковшовый экскаватор; 2 — опрокидная вагонетка; 3 — электровоз или автосамосвал; 4 — дробилка; 5 — грохот; 6 — питатель; 7 — глиномешалка; 8 — смеситель с фильтрующей решеткой; 9 — ленточный шнековый пресс; 10 — автомат резки и укладки сырца на сушильные вагонетки; 11 — сушильная вагонетка; 12, 17 — электропередаточная тележка; 13, 18 — толкатели; 14 — сушило; 15 — печная вагонетка; 16 — автомат перегрузки высушенного кирпича на печную вагонетку; 19 — туннельная печь; 20 — автомат разгрузки печных вагонеток и пакетировки; 21 — бегуны мокрого помола; 22 — камневыделительные вальцы; 23 — ящичный питатель; 24 — глинорыхлитель
Сопоставление комплексов, основанных на различных способах сушки и обжига, указывает на то, что переход от малоемких сушильных вагонеток (реек и рамок) к более емким (палетам) создает благоприятные условия для работы транспортных систем, обеспечивает достижение более высокого технического уровня оборудования и лучших технико-экономических показателей работы комплекса в целом.
На рис. 4.2 приведена схема производства кирпича способом полусухого прессования. Технологическая линия обеспечивает последовательное выполнение следующих операций: добычу глины, ее сушку, измельчение, подготовку добавок, смешивание и увлажнение массы. Порошок спрессовывается в пресс-форме механического или гидравлического пресса, и сырец укладывается штабелями на печную вагонетку для прохождения обжига, а в случае необходимости — подсушки. Обожженные изделия разгружаются, пакетируются и отправляются на стройку.
Разновидностью способа полусухого прессования является ресурсосберегающий способ прессования с использованием отходов углеобогащения, при котором в технологическую линию включают машины для подготовки отходов.
Кроме того, применяют полусухое прессование с использованием шли-керного способа подготовки пресс-порошка. В этом случае в технологическую линию вводят распылительное сушило, которое обеспечивает получение глиняного порошка влажностью 8,5… 9,5%. Порошок приготовляется путем роспуска карьерной глины, очистки полученного шликера от посторонних включений и распыла шликера с подсушкой.

Рис. 4.2. Технологическая схема производства керамического кирпича способом полусухого прессования:
1 — вагонетка или автосамосвал; 2 — ящичный питатель; 3 — камневыделительные вальцы; 4,6,9 — транспортеры; 5 — сушильный барабан; 7 — пластинчатый питатель; 8 — глинозапасник; 10 — бегуны сухого помола (дезинтегратор или мельница); 11 — элеватор; 12 — вибросито; 13 — бункер; 14 — питатель; 15 — смеситель (увлажнитель); 16 — пресс с укладчиком сырца на печную вагонетку; 17 — печная вагонетка; 18 — сушило; 19 — тележка электропередаточная; 20 — толкатель; 21 — туннельная печь; 22 — автомат-разгрузчик и пакетировщик
Технология производства керамического кирпича
Кирпич известен с давних времён, первые упоминания об этом строительном материале относятся ко 3 – 2 тысячелетию до нашей эры. Сам же керамический кирпич , технология его производства гораздо моложе: процесс производства с сушкой-обжигом намного сложнее и требует знания тонкостей, особенностей. Именно от них, в сочетании с требованиями к глине, из которой делают керамический кирпич , зависит результат: можно будет обойтись без облицовки построенного здания, или получится только сделать крошку как основу для укладки тротуарной плитки.
Сырьё: основа основ в производстве керамического кирпича
Глина. Важны не только характеристики и особенности, но и результат, как готовый стройматериал будет выглядеть. Поэтому маленький совет: если блоки требуются для облицовки поверхности большой площади, непременно приобретайте керамический кирпич из одной партии. В противном случае он может различаться оттенком, и строение будет выглядеть откровенно проигрышно.
Виды керамического кирпича
Они различаются по:
Назначению. Кроме классического применения, возведения внешних и внутренних стен, керамический кирпич используется как декоративный, облицовочный материал. Также он может быть жаростойким, для возведения печей, каминов, а также дымоходов к ним.
Характеристикам. Теплоёмкость, прочность, плотность, а также жаро- и морозостойкость. От этого напрямую зависит, подходит выбранный вариант или нет.
Размерам. На стройках чаще остальных применяются одинарные и полуторные варианты: 65х120х250 мм и 88х120х250 мм соответственно. Тогда как двойные, а тем более нестандартные кирпичи используются гораздо реже.
Наличию-отсутствию полостей. Технологическая схема производства керамического кирпича предполагает, что они могут различаться не только формой (щель, прямоугольник, квадрат или цилиндр), но и расположением – горизонтально или вертикально.
Поэтому большинство производителей указывают не только скупые цифры с характеристиками, но и то, для каких именно работ подходит тот или иной вариант.
.jpeg)
Способы производства керамического кирпича : какие существуют?
Они напрямую зависят от предназначения данного строительного материала, причём, не только от формы опоки, где готовится каждый отдельный блок: меняются требования к длительности, температуре сушки, а также составу глино-песчаной смеси.
На сегодняшний день схем производства керамического кирпича всего четыре, причём две очень схожие. Именно они – классические, где полусухая или совсем сухая глиняная масса формируется в блоки и сразу либо после сушки попадает в печь. Архаично, сложно и длительно. Однако именно благодаря невысокой цене, простоте, малым площадям, необходимым под налаживание производства (устроить их можно даже на даче или в гараже), они остаются массовыми.
Но их активно вытесняет основной способ производства керамического кирпича – пластический. В процессе смесь перетирается до фракции размером максимум 1 мм и смешивается с добавками, количество которых не должно превышать треть от общего объёма. Из неё формируется брус и нарезается. Если процесс предполагает получение пустотелых блоков, то они формируются сразу. Затем – сушка.
Самый новый способ – гиперпрессование. Портландцемент, отсев щебня, примеси, добавки плюс вода обязательно в чёткой пропорции смешиваются и формируются мощным прессом в отдельные блоки. И всё. Именно так делается керамический кирпич. Полученный результат – аккуратные блоки красного цвета – важнее того, насколько сложно они были получены.
Сушка – следующий этап производства керамического кирпича
Технология производства керамического кирпича пластическим способом предусматривает процесс сушки с постепенным повышением температуры до 150 градусов, а затем неспешным охлаждением. Благодаря этому влажность сырца падает до отметки 10%.
Второй вариант – используемая при полусухом формировании естественная сушка, чаще всего под открытым небом, в печах это происходит намного реже. А вот при сухом формировании это не требуется вовсе, можно сразу переходить к закладке блоков в печь для обжига.
.jpeg)
Обжиг керамического кирпича : без него невозможен технологический процесс его производства
Ещё с юных лет мы знаем историю, как корзина, обмазанная глиной, упала в костёр. Прутья сгорели, а получившаяся от такого «усовершенствования» форма приобрела свойства, которых ранее не было.
Прогресс ушёл далеко вперёд, но принцип остался прежним. В печь туннельного типа благодаря конвейеру или на вагонетках поступает кирпич-сырец. А вот при использовании устаревших печей кольцевого типа блоки закладываются вручную.
После температура постепенно поднимается до 850 … 1.000 градусов (обжиг клинкерного кирпича с улучшенной прочностью и морозостойкостью предполагает ещё большие значения), а затем также медленно понижается. В противном случае на ещё не совсем готовых кирпичах появятся множественные мелкие трещины, и они станут некондиционными.
Изготовление методом гиперпрессования не предусматривает этот этап совсем. Сырцы, изготовленные из смеси, пропариваются (как вариант, просушиваются под открытым небом) и приобретают все необходимые свойства. Однако обжига нет: находится немало тех, кто этот материал вообще не причисляет к классическому керамическому кирпичу, хотя по характеристикам он полностью ему соответствует и выглядит абсолютно так же.
Всё то, что только что прочитали, не претендует на рекомендации эксперта-практика с многолетним опытом. Но разобраться, что такое керамический кирпич, какой именно вариант выбрать для отделки дома, возведения забора, постройки беседки или даже декорирования садового участка, станет намного проще.

