

Технология производства кирпича в Казахстане
Технология производства кирпича в Казахстане
Надежность и долговечность построек из кирпича проверена не одним десятилетием. Это один из самых популярный строительных материалов, бюджетный вариант которого можно изготовить в домашних условиях.
Качество такого будет напрямую зависеть от исходного сырья – глины и правильно составленной ее пропорции с песком.
Отыскав месторождение глины, необходимо определить её состав. Пригодной для изготовления кирпича, является глина с содержанием 15-20 процентов песка. Определить примерное процентное соотношение материала поможет народный способ: из замешенного крутого глиняного теста нужно сделать шарик. Если при падении с высоты 1 м комок разваливается – глина тощая, если сплющивается – средняя, шарик из жирной глины не лопается, но очень мягкий и пластичный. Самая качественная глина – со средним содержанием песка, регулировать которое можно самостоятельно. Добавляя в жирную глину песок можно получить кирпич высокого качества.
Изготовление кирпича в домашних условиях можно производить 2 способами:
Необожженная продукция немного уступает по качеству, прочности и водостойкости обычному красному кирпичу, но вполне пригодна для возведения небольших хозяйственных построек, веранд, сараев, бань, гаражей. Технология производства без обжига достаточно проста: сначала необходимо сконструировать деревянные формы размером 250х120х65 см с коническими выступами сверху и снизу для лучшего сцепления с раствором. Должна быть съемная крышка. Перед наполнением смочить емкость водой и присыпать цементом для облегчения выемки готового продукта. Заполнить глиняным тестом всю форму, хорошенько встряхивая и удаляя излишки. После небольшой выдержки перевернуть форму и вынуть полученную заготовку.
Кирпич готов для сушки – довольно ответственного процесса. Высыхание заготовок должно происходить на специальных стеллажах, под навесом, защищающим от действия прямых солнечных лучей. Длительность сушки зависит от создания оптимальных условий: хорошей вентиляции, влажности и температуры воздуха и продолжается 5-15 дней. Производство без обжига закончено.
Оборудование для производства кирпича:
Вместо самодельных деревянных форм можно приобрести механический станок с возможностью изготовления кирпичей 3 типоразмеров. Важный фактор – механизм очень прост в управлении и эксплуатации и не требует подключения электричества. Принцип работы схожий с формованием в деревянных формах: глиняное тесто сжимается вручную, но в специальной матрице, обустроенной в бункере для загрузки с дозирующим устройством.
Чтобы усилить водостойкость необожженных изделий, можно тщательно перевязывать швы кладки, длину свеса кровли создать не менее 600 мм, а после полного просыхания стен нужно их оштукатурить и облицевать обожженным кирпичом, трудозатраты на производство которого гораздо большие. Поэтому изготовление обыкновенного красного кирпича в домашних условиях – мероприятие не рентабельное. Но в небольших количествах, для облицовки дома, можно провести обжиг в 3 этапа:
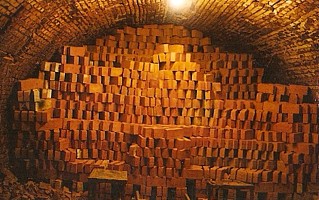
За неимением профессиональной печи для обжига, можно сконструировать ее из обычной 200-литровой бочки с вырезанным дном. В яме глубиной 50 см развести костер и поставить сверху бочку, оснащенную 20-сантиметровыми ножками. Уложенный доверху, с небольшими зазорами, его прогревают в течение 18-22 часов. Накрывают крышкой для равномерного обжига и предотвращения попадания холодного воздуха, открывают спустя 4-5 часов после окончательного остывания. Процесс охлаждения – самый важный в изготовлении красного кирпича дома. Нельзя допускать резкой смены температур – могут образоваться трещины.
Грамотно обожженный кирпич имеет однородный оранжево-красный цвет, при ударе издает чистый звук, пережженный серо-черного цвета, недообожженный светлого цвета и неоднородной структуры на изломе. Правильно выполненный обжиг гарантирует получение прочного влагостойкого кирпича, глина в котором преобразовалась в твердую породу, не подвластную разрушению водой или морозом. Появление растрескивания может быть следствием неправильного соотношения песка и глины, ненадлежащего качества исходного сырья, нарушением режима производства: сушки или обжига
Обжиг кирпича: технология производства
Обжиг кирпича фото
Чтобы сделать кирпич, до ХIX века использовали ручной труд. Сушили изделия только летом, а формовка происходила в печах, которые были сложены из кирпича-сырца. Лет двести назад начали использовать кольцевые обжиговые печи и ленточные прессы. Это значительно уменьшило трудоемкий процесс производства. А выпуск глинообрабатывающих машин еще больше облегчил труд людей.
В наше время производят кирпич круглый год. Для этой цели построены крупные заводы. Добыча сырья происходит открытым способом, осуществляется экскаваторами в карьерах, заводы по производству нередко строят недалеко от карьеров.
Два наиболее известных способа производства кирпича
Способы производства кирпича фото
Наиболее известны две технологии производства кирпича:
- Пластическое формование;
- Полусухое прессование.
Ассортимент кирпичных изделий велик, разнообразны их формы, физико-механические свойства и виды сырья. Однако технологическая схема основных этапов производства общая и включает в себя такие этапы:
- Добыча сырья;
- Подготовка сырьевой массы к эксплуатации;
- Формование заготовок (сырца);
- Сушка;
- Обжиг изделий;
- Обработка их (обрезка, глазурование, если необходимо, и другие);
- Упаковка.
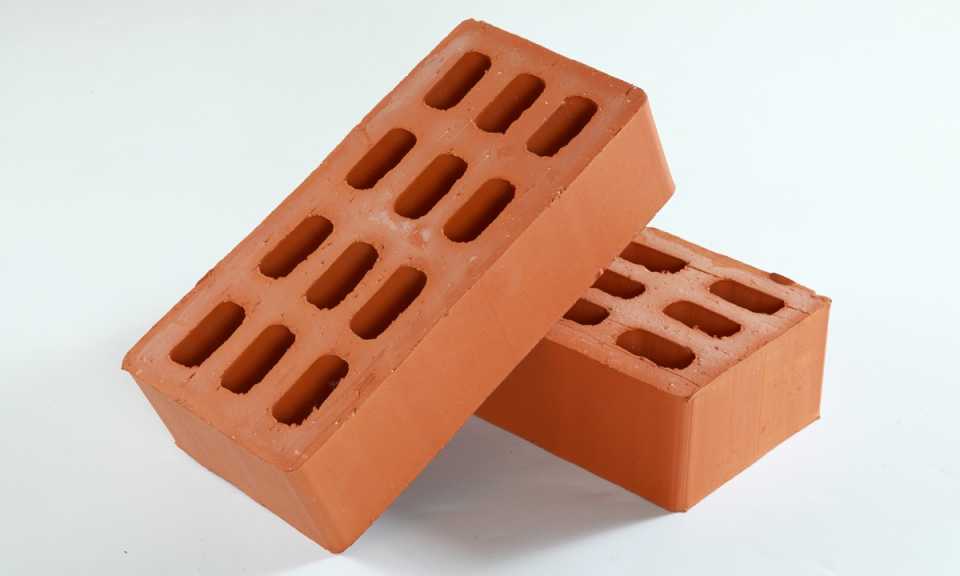
Полнотелые и пустотелые строительные кирпичи производят зачастую наиболее популярным способом – пластическим формованием (экструзией). Пустотелый – «пустое тело». В таком кирпиче пустоты (отверстия) составляют 25–45 процентов от общего объема, а в полнотелом – не более 13 процентов, либо их не бывает совсем.
Технология штамповки полнотелых кирпичей и пустотелых практически одинакова. Отличие – в подготовке более качественной глины для пустотелых.
Пластическое формование

Пластическое формирование кирпича фото
Этот метод предусматривает приготовление массы, содержащей влагу примерно 20 процентов. Обычно берут глину и суглинки, в которых имеются карбиды кальция, оксиды алюминия, магния. Присоединяют к ним и добавки в виде отходов углеобогащения, угледобычи (например, золошлак).
Глину извлекают из карьера, помещают в бетонированные ямы, разравнивают и послойно увлажняют. Несколько дней глина «отлеживается» (до 4 дней). Далее ее доставляют на завод, чтобы произвести обработку, заключающуюся в удалении из смеси камушков с помощью специальных камневыделительных вальцов. Все измельчается, удаляются каменные вкрапления. В смесителе происходит увлажнение массы (от 18 до 25 процентов).
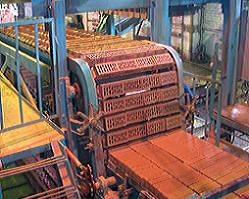
Очищенная смесь поступает в ящичный питатель. На выходе из него массу встречают подвижные грабли, разбивающие большие куски и направляющие глину на бегуны. Вот тут-то тщательно перемешивается однородная смесь, которая проходит через гибкие вальцы и попадает в ленточный пресс, связанный с аппаратом для резки. В ленточных прессах находятся вакуум-камеры, в которых удаляется воздух из глиняной массы. Это способствует ее пластичности и уменьшению формовочной влажности. Сокращается также время на сушку сырца и вместе с тем повышается его прочность.
Особенности технологического процесса влияют на прочность изделий. Возможно получение не только обычных кирпичей, но и сверхпрочных (то есть, клинкера).
Затем глиняная «колбаса» разрезается на одинаковые по размерам куски и оказывается на подкладочных деревянных рамах. Так происходит расфасовка по рамам. В кирпичах-сырцах содержится еще достаточно много влаги, поэтому необходимо дождаться, когда они подсохнут. Вода постепенно испаряется, за счет этого происходит усадка, уменьшается объем изделий.
Чтобы будущий кирпич не растрескался, следует регулировать повышение и режим возрастания температуры и сушки, и обжига.

сушка кирпичей фото
Сушка кирпичей чаще производится искусственным способом: теплом отработанного пара. Температура постепенно поднимается, образуются в сушильной камере обездвиженные водяные испарения, что благоприятно сказывается на сушке, так как нагрев кирпичного изделия во влажном воздухе обеспечивает высыхание всей массы равномерно. И наконец, в кольцевой или туннельной печи происходит обжиг, который продолжается до начала процесса спекания (при температуре 1 000°C).
Обжиг завершает процесс изготовления кирпичной продукции способом пластического формования. При отправлении в печь сырец еще имеет около 8…12 процентов влажности. В самом начале закладки его в печь он досушивается. Когда температура поднимается до 550°C–800°C, происходит начало дегидратации глинистых материалов, при которой распадается кристаллическая решетка минералов, в результате чего теряется пластичность, и изделие подвергается очередной усадке.
Видео процесса кирпичного производства:
Что же происходит в это время с кирпичом?
— Вначале выделяются летучие органические примеси и добавки (при температуре 200°C–800°C), темп увеличения температуры обжига в час достигает в это время 300°C–350°C. Удерживается уровень температуры до выгорания углерода. Если температура поднялась выше 800°C, наступают изменения в структуре изделия.
— С этого момента для полнотелых кирпичей темп температурного роста – 100°C–150°C в час, а для пустотелых – 200°C–220°C.
— После достижения максимальной температуры обжига некоторое время нужно ее удерживать в таком состоянии, чтобы прогрелось равномерно все изделие. И пошел обратный процесс – охлаждение, начиная со 100°C–150°C и далее – по схеме. Весь процесс обжига занимает около 6–8 часов. Если в печь отправляли сырец, то после обжига получаются бруски обожженной глины, которые приобрели прочность камня; водостойкие, устойчивые к изменениям температур.
Какой должна быть глина для кирпичного обжига?

Глина для кирпича фото
Глина представляет собой массу тугоплавких и легкоплавких минералов. Когда происходит обжиг, то легкоплавкие связываются воедино и растворяют минералы тугоплавкие. Чтобы определиться со структурой и прочностью кирпичей после обжига, обязательно требуется найти правильное процентное соотношение туго- и легкоплавких минералов, выбрать температуру и продолжительность обжига. Отрегулировав эти параметры, можно добиться нужных качественных характеристик кирпича.
При увеличении обжига строительного кирпича легкоплавкие минералы отвечают за стекловидную фазу. С ее увеличением повышается морозостойкость, а прочность изделия снижается.
Ангобированные кирпичи. Как их получают?

Ангобированный кирпич фото
Особенности технологии получения этого кирпича заключаются в том, что цветовая гамма наносится на высушенный сырец. Обжиг осуществляется всего один раз. Покрытие декоративное, но другое. Состав ангоба – белая либо окрашенная красителями глина, которую доводят до консистенции жидкой сметаны. При грамотно выбранной температуре обжига получается ровный слой, непрозрачный, матового цвета. Технологические характеристики офактуренного кирпича соответствуют ГОСТу 7484-78 и отражают все функции лицевого. Широкий спектр цветового выбора позволит реализовать любую идею оформления.
Глазурованные кирпичи
Чтобы получить глазурованный кирпич с блестящей поверхностью какого-либо цвета, наносят на обожженную глину глазурь (спецсостав с перемолотым в порошок стеклом) и обжигают вторично, что дает толчок к образованию стекловидного водонепроницаемого слоя.

Глазурованный кирпичи фото
Эта поверхность имеет хорошую сцепку с основной массой и, что очень важно в некоторых случаях: обладает повышенной морозостойкостью.
Глазурованным кирпичом выкладывают панно из мозаики не только в здании, но и со стороны улицы. Фасады царских дворцов в Вавилоне были облицованы таким кирпичом. Основные свойства глазурованного кирпича схожи с клинкерной керамикой.
Но если сравнить с другими видами облицовочных кирпичей, то этот – более хрупкий.
Полусухое прессование
Полусухой способ дает возможность производить кирпичи из малопластичных глиняных смесей. Этот способ обеспечивает двухстороннее прессование. По сравнению с первым способом имеет упрощенную схему, к примеру, он пропускает стадию сушки, или значительно сокращает это время. При изготовлении получаются более точные, прочные и четкие формы и размеры у изделий, гладкая поверхность. Однако водостойкость и прочность у него ниже.
Состав глин, степень обжига влияют на окраску изделия. Нормальный обжиг – получается красный кирпич; слабый – розовый; сильный – темно-красный. Если же были взяты глины, богатые известью, то кирпич приобретает желтый либо розово-желтый цвет.
Для правильно обожженного кирпича: матовая поверхность; не должно быть трещин на лицевых сторонах, внутренних пустот, горбиков; звук ясный и звонкий; однородный излом.
Процесс производства прессованного кирпича видео
КПБК-30
Комплекс по производству безцементного карбонатного кирпича «КПБК-30»




- Производительность 30 000 000 изделий в год
- Тип формовки — прессование
- Прочность кирпича М400
- Низкая себестоимость кирпича при элитном качестве
- Инновационные технологии
Комплектация комплекса «КПБК-30»
Комплекс подготовки сырья
Автоматический прессовый комплекс
Комплект пресс-форм для сотового кирпича
Комплект пресс-форм для пустотного кирпича под раскол
Манипуляторный комплекс садки и высадки кирпича
Комплект ЗИП для автоматической линии «КПБК-30»
Шеф-монтаж и пуско-наладка
Технология производства гиперпрессованного сотового кирпича — инновационный метод изготовления материала без обжига и сложной подготовки сырьевой смеси. Формование сотовых кирпичей — основной и самый важный этап всей технологической цепочки. Именно на этом этапе изделия приобретают свою геометрическую форму и свойственные им характеристики. Прессовое оборудование, входящее в состав производственного комплекса для гиперпрессованного кирпича «КПБК-30», работают по принципу так называемой холодной сварки, когда активированные мельчайшие фракции веществ соединяются между собой посредством воздействия на смесь высокого давления. Для повышения эффективности производства технология предполагает оптимизирование состава сырьевых смесей и режимов прессования.
Карбонизация – это процесс соединения извести с углекислым газом, в результате которого образуется карбонат кальция – известняк, то есть исходный материал, из которого была произведена известь. Карбонатный кирпич получается путём ускоренной карбонизации известкового вяжущего.
Преимуществами и особенностями нового карбонатного сотового кирпича высокой пустотности является сочетание стеновых и облицовочных качеств в одном изделии. Кирпич изготавливается с использованием специализированной оснастки, методом полусухого прессования по патентованной технологии. Сотовый кирпич при «облицовочном» качестве поверхностей по прочности соответствует марке 400 стенового кирпича.
Оборудование, входящее в комплекс «КПБК-30»:
- секция подготовка сырья
- автоматический прессовой комплекс, является запатентованными разработками завода «КАНОН».
Этапы производства
Подробнее
Технология производства карбонатного кирпича нашла воплощение в разработанном технологическом процессе, при котором производство кирпича происходит в несколько этапов:
Первый этап — подготовка пресс-массы. В него входит дозирование, смешивание, измельчение, увлажнение инертных компонентов, а также гашение и активация извести. Известь выступает в качестве вяжущего. Красителями могут быть любые пигменты, используемые для окрашивания бетонов, а также цветные горные породы, включая глину (ориентировочный состав для кирпича М150 пустотностью 30%: известь – 9%, наполнитель — 91%).
Второй этап — формование. Готовая масса поступает на участок прессования, где при давлении около 300 кг/см 2 формуется изделие.
Третий этап — происходит ускоренная карбонизация. Отформованные изделия подаются в камеру карбонизации, куда также попадает газ, содержащий повышенное количество СО 2 . В камере карбонизации при температуре около 60°С происходит соединение гидроксида кальция и углекислого газа (известь карбонизуется) с получением карбоната кальция (известняка), а изделие приобретает высокие эксплуатационные характеристики.
Рассмотрим возможности применения технологии на заводах, производящих известь, и на заводах, производящих силикатный кирпич.
Внедрение карбонатной технологии в рамках диверсификации производства силикатного кирпича решает следующие задачи:
- снижение себестоимости за счет исключения из технологического процесса автоклавной обработки;
- повышение качества выпускаемой продукции;
- расширение номенклатуры выпускаемой продукции;
- применение более дешевых, доступных и разнообразных сырьевых материалов.
Для производителей силикатного кирпича существует несколько уровней модернизации, которые можно рассматривать и как этапы постепенного развития.
Первый уровень модернизации предполагает, что весь технологический процесс, включая доставку кирпича сырца в автоклав, остается без изменений, а модернизация включает лишь переоборудование всех или части автоклавов в камеры карбонизации с подводом к ним дымовых газов из печи обжига извести или из котельной. Карбонизация изделий в камере занимает от 3 до 6 ч. В результате подобной модернизации исключаются энергозатраты на автоклавирование кирпича, появляется возможность использования более широкого перечня пигментов, происходит снижение выбросов СО 2 в атмосферу.
Второй уровень модернизации связан с полной или частичной заменой оборудования участка прессования, который формируется из следующих узлов:
- для предприятий, планирующих производить до 10 млн. шт. карбонатного кирпича в год предлагаются прессы полусухого прессования А300 и манипуляторы-укладчики;
- для предприятий, планирующих производить 15 млн. и более шт. карбонатного кирпича в год предназначен автоматический прессовый комплекс «Патриот» производительностью до 4 тыс. шт. кирпича в час. Этот этап обеспечивает повышение качества изделий и расширение номенклатуры за счет более широких технологических возможностей гидравлических прессов и оснастки.
Новый прессовый комплекс «КПБК-30» обладает уникальным технологическими возможностями. На нем можно производить как обычный кирпич, так и изделия типа «лего-кирпич», тротуарную плитку и кирпич с фасками на всех гранях.
Третий уровень модернизации — это полная или частичная замена (возможна и параллельная установка) оборудования для изготовления пресс-массы. Этот этап позволяет дополнительно получить ряд преимуществ:
- снижение энергоемкости подготовки пресс-массы;
- возможность существенного расширения перечня используемых инертных материалов (отсевов практически любых горных пород, промышленных отходов, шлаков, зол, шламов и др.);
- возможность использования инертных материалов с естественной окраской для снижения затрат на окрашивание изделий. Наиболее экономичные результаты получаются при использовании цветных известняков, мрамора и других пород с большим содержанием оксида железа и марганца, в том числе отходы обогащения железной руды или сама руда. В процессе карбонизации и эксплуатации практически любые красящие материалы сохраняют свои свойства;
- повышение практически всех эксплуатационных и декоративных характеристик благодаря новой технологии подготовки сырья.
Производителям извести предлагается поставка полностью или частично автоматизированной линии для выпуска высококачественного карбонатного кирпича, в технологии производства которого используется основной продукт завода – известь, а также отходы производства — углекислота, содержащаяся в дымовых газах. В качестве инертного материала лучше всего использовать отсев известняка или мрамора. Это дает возможность не только наладить производство качественного строительного материала, но и утилизировать отсевы камнедробления, имеющие ограниченное применение, отходы производства извести (голыш), а также снизить выброс СО 2 , повысив экологичность производства.
Предложенные схемы позволяют частично и поэтапно проводить модернизацию, не останавливая действующее производство, а компактность оборудования позволяет реализовывать компоновочные решения на существующих производственных площадях Заказчика.
Универсальность предложения состоит в том, что на предлагаемом оборудовании можно выпускать также и кирпич на цементном вяжущем, а универсальные прессы А300 и «КПБК-30» позволяют работать и с силикатной массой, производя кирпич различной пустотности высокого качества.
Работа с нашей компанией, как правило, начинается с изготовления тестовых образцов кирпича на нашем оборудовании и из сырья Заказчика бесплатно. Благодаря короткому технологическому циклу изготовление опытных образцов производится в присутствии Заказчика. Следующим этапом является разработка технологического регламента, определение перечня и характеристик необходимого оборудования.
В настоящее время компанией разработано и серийно выпускается оборудование для автоматизированных линий производительностью от 6 до 30 млн. шт. кирпича в год. Для производителей силикатного кирпича и извести предлагается проектирование и производство оборудования, исходя из технологических и экономических задач Заказчика.
Кирпич – технология производства и характеристики

Вся история человечества непрерывно связана со строительством. И ему пришлось бы очень трудно, не выдумай он, такой удобный строительный материал, как кирпич. Земные просторы достаточно велики, и на них есть места, где нет дерева, в других нет камня, а есть такие, где нет ничего. Тем не менее, жилище построить необходимо. И кирпич выручает человека уже не одно тысячелетие. Пройдя весь этап эволюции, он принял привычный для нас вид.
Технология производства и виды кирпича
Кирпич классифицируется по материалу, применяемому при изготовлении. Он бывает керамическим и силикатным.
Силикатный производится из кварцевого песка, прессуется и в автоклаве обрабатывается горячим паром. Время полного цикла по изготовлению составляет 15-18 часов, а относительно небольшие энергозатраты делают производство такого кирпича экономически выгодным. Но у него есть ряд недостатков – большая гигроскопичность, снижающая морозостойкость и низкая теплоизоляция.
Исходным материалом для производства керамического кирпича является мелкодисперсная глина. Изготавливается он двумя способами:
- метод пластического формования заключается в нарезании выдавленной на транспортер пластичной массы, перед поступлением в печь. Таким способом изготавливается рядовой кирпич.
- метод полусухого формования предполагает уплотнение глиняного пресс-порошка в форме, с последующей сушкой и обжигом. Этот способ предпочтителен для производства облицовочного кирпича, так как его углы и грани получаются четкими.
Существует несколько разновидностей керамического кирпича, которые отличаются составом глины, способом производства, фактурой и внешним видом. Самый распространенный – это рядовой кирпич. Недорогой в производстве и не обладающий эффектным внешним видом, он используется для основной кладки, которая потом будет скрыта лицевой отделкой. Облицовочный кирпич включает в себя целое семейство: глазурованный, фасонный, фигурный, рваный, фасадный. Он обладает рядом характеристик, позволяющих достойно противостоять природным стихиям.

Клинкерный кирпич наиболее прочный представитель строительной керамики. Такую особенность ему придает особый состав глины и температура спекания в 1200 градусов. Практически монолитная прочность, минимальное влагопоглощение позволяют использовать его там, где другой кирпич неприменим.
Прежде чем выбрать нужный строительный материал, необходимо удостовериться, что продавец предлагает действительно качественный продукт. Подтверждением качества, выпускаемого сегодня кирпича, является сертификация. К примеру, весь кирпич на сайте Eos-Klinkier.Com.Ua сертифицирован и подтвержден европейскими стандартами качества. Покупая строительные материалы в этом интернет-магазине, вы полностью застрахованы от приобретения низкосортной продукции. Только качественные строительные материалы могут гарантировать долговечность и надежность возводимого строения.
Характеристики кирпича

Основной характеристикой кирпича являются его размеры, обусловлены они особенностями кладки. Рядовой кирпич изготавливается в трех типоразмерах:
- 250х120х65 – одинарный;
- 250х120х88 – полуторный;
- 250х120х138 – двойной.
Прочность кирпича определяется его способностью выдерживать определенную нагрузку. Обозначается она буквой М с числовым значением. Число указывает на количество килограмм, выдерживаемых 1 кв. см площади. В настоящее время в производстве используется семь классов прочности кирпича.
Морозостойкость обозначается буквой F и выражается количеством циклов «заморозки-разморозки», которое выдерживает кирпич. Чем выше это число, тем более долговечно будет здание, построенное из него.
Водопоглощение кирпича выражается в процентах, которые показывают, какую часть воды по массе он способен впитать.

